Метчики для нарезания резьбы, виды, применение
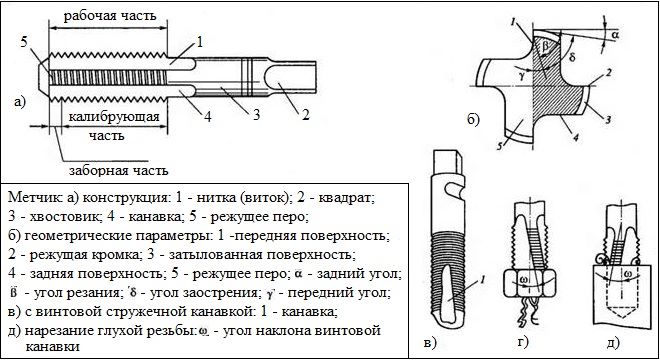
Резьбонарезные детали для получения винтовой резьбы в заранее просверленных отверстиях называют метчиком. Конструктивно инструмент поход на винт или цилиндрический валик, на одном конце которого имеются специальные заточенные кромки (режущая часть), на другом — специальный хвост некруглого сечения для закрепления в инструменте. Крепеж производят в вороток или в специальный патрон станка (это может быть цанга). Рабочая поверхность состоит из режущей и калибрующей части. Важно, чтобы профиль резьбы метчика совпадал с профилем нарезаемой резьбы. Для получения высокого качества резьбового соединения применяют несколько метчиков — черной, средний и чистовой.
Слесарные работы
Фрезерные работы
Токарные работы
Пробивные работы
Основные виды метчиков
Внутренние метрические резьбы диаметром до 50 мм. нарезают метчиками. Различают следующие виды резьбонарезного инструмента:
- Ручной для производства слесарных работ. Зубья расположены по окружности и имеют все элементы для резки;
- Гаечный — резьба нарезается за один проход. Применяются только для сквозных отверстий на гайках. Конструктивно такой метчик имеет более длинный хвост и заходную режущую и калибрующую части;
- Машинный — это резьбонарезной инструмент, используемый для получения резьб различного вида в глухих отверстиях. Используют такие узлы на сверлильных станках, специальных автоматах. В данном случае канавки на метчиках используются как для отвода стружки, так и для подачи смазочно-охлаждающей жидкости;
- Станочный — узел гайконарезного станка, применяемый для нарезания сквозных резьб в различных деталях;
- Бесканавочный — сквозная нарезка резьбы за один проход. Конструктивно эти метчики не имеют на резьбовой части нет продольных канавок, при этом приемный конус достаточно короткий;
- Автоматный — узел гайконарезного автомата, применяют для получения сквозных резьб;
- Бесстружечные — для получения резьбы накатыванием (пластическое деформирование отверстия);
- Маточные или плашечные — инструмент на нарезания резьб разных видов, а также для корректировки качества резьб (например, удаление заусенцев и зазубрин). Плашки применяют для круглых резьб диаметров до 52 мм., на самой плашке имеется 8-10 витков (2-3 заборных витка) и 2-3 отверстия для отвода стружки. Плашечные метчики в отличие от гаечных имеют большой заборный конус, маточные — конструктивно отличаются наличием канавок с правой спиралью;
- Комбинированные — элементы, резьбовая часть которых разделена шейкой. Первая часть — черной метчик, вторая — чистовой, для финишной обработки резьбового соединения. Основное достоинство — экономия времени, так как в работе используется один набор инструментов;
- Сверла-метчики.
Конструктивно режущая часть состоит из резцов (выступающие части) и канавок (углубления). Канавки формируют углубления резьбы, а также служат для отвода стружки или подачи смазочно-охлаждающей жидкости. Канавки могут быть винтовыми и прямыми, при этом различают левое и правое направление углублений. Устройство ручных метчиков определяется их назначением: для диаметра до 20 мм. инструмент изготавливают с тремя канавками, диаметром 20-40 мм. — с четырьмя.
Винты для нарезания метрической резьбы маркируются буквой М и цифровой комбинацией, указывающей размер инструмента. Всего 17 видов, основной шаг составляет от 0,5 до 3,5 мм. Для нарезки резьбы на трубах используют трубный резьбонарезной инструмент для получения резьбы полдюйма, три четверти дюйма и один дюйм (обозначается G 1/2 , G 3/4, G1). Для конической резьбы на метчике в маркировку вносится буква «К».
Материалы для изготовления и характеристики
Заготовки для метчиков изготавливают из гладкотянутой инструментальной стали на токарных автоматах. В качестве исходника используют квадрат или прутки.
Метчики изготавливают из следующих материалов:
- Основной материал для изготовления ручных метчиков — это высокопрочные нетеплостойкие стали. Это объясняется тем, что резьбонарезной инструмент работает в условиях низких температур на малых скоростях. Сталь берется низкой прокаливаемости, так как инструмент работает в условиях, когда рабочая температура менее 200 градусов. Для этого подходит низкоуглеродистая сталь марки У10А, А12А. При превышении указанных пределов нагрева нетеплостойкая сталь теряет свои прочностные характеристики. Метчики изготавливаются цельными или сварными;
- Для машинных метчиков — это высоколегированная инструментальная марок и быстрорежущая сталь (например, используют сталь марок Р18, Р9, Р6М5, Р6М5К5, Р6М5К8, основные легирующие компоненты — вольфрам, молибден и кобальт). Инструмент работает на высоких скоростях в условиях быстрого нагрева — температура достигает 600-6500 градусов. В данном случае материал должен обладать высокой тепловой стойкостью, обладать такими свойствами как износостойкость, твердость и долговечность, а также активно сопротивляется пластической деформации;
- Для автоматов применяют твердые сплавы. Готовые винты проходят термическую обработку для повышения прочностных характеристик.
Выполним услугу нарезки резьбы метчиком при помощи:
- оборудования (наш станочный парк)
- слесарных работ (вручную)
- фрезерного станка (резьбофрезерные)
- токарного станка (резьботокарные)
- координатно-пробивного пресса (резьбонакатные)
Цена на нарезку резьбы метчиком вас приятно удивит.
Главной характеристикой метчиков является их производительность и качество нарезаемой резьбы во всех видах отверстий.
Диаметр отверстия под метрическую резьбу: таблица размеров по ГОСТ
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.

Диаметр резьбы и проходное отверстие должны соответствовать стандартам, иначе канавки выйдут слишком маленькие и резьбовое соединение будет ненадежным
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
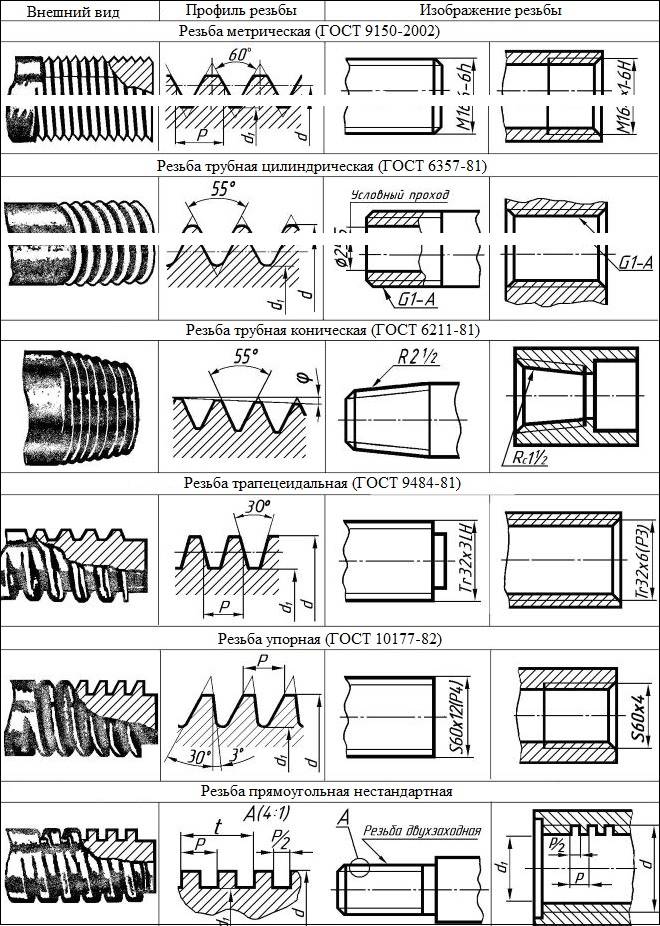
Типы резьбы по ГОСТ-ам
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
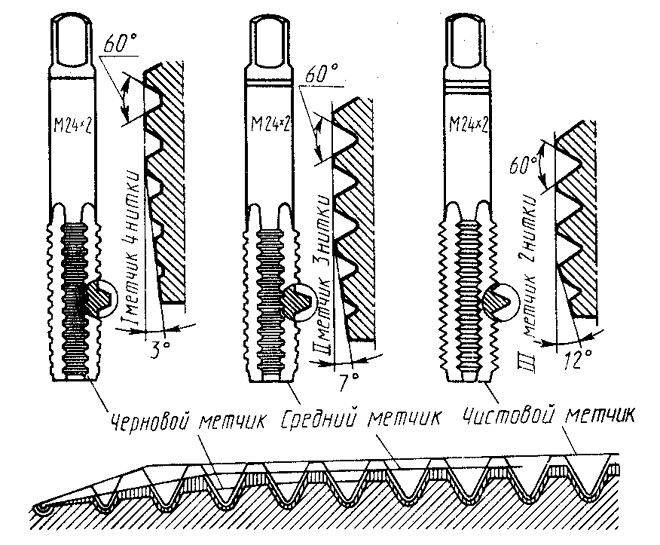
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
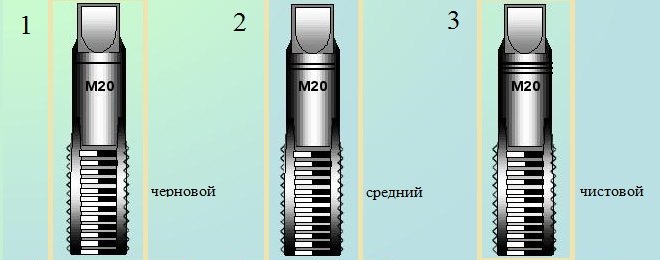
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
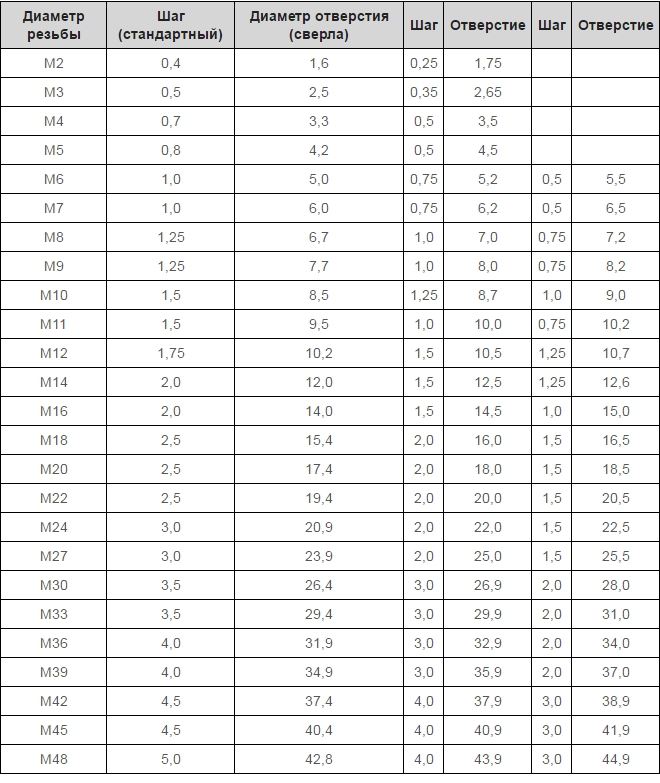
Таблица 1. Основные диаметры отверстий под метрическую резьбу
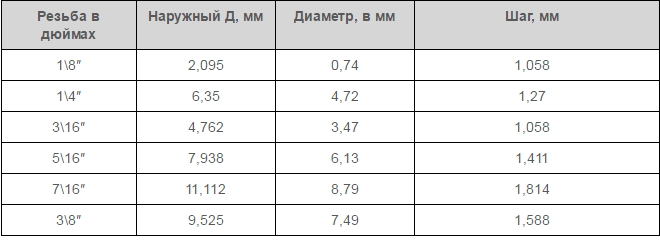
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Ознакомиться с положениями ГОСТ, регламентирующими нарезание метрической резьбы, можно, скачав документ в формате pdf по ссылке ниже.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
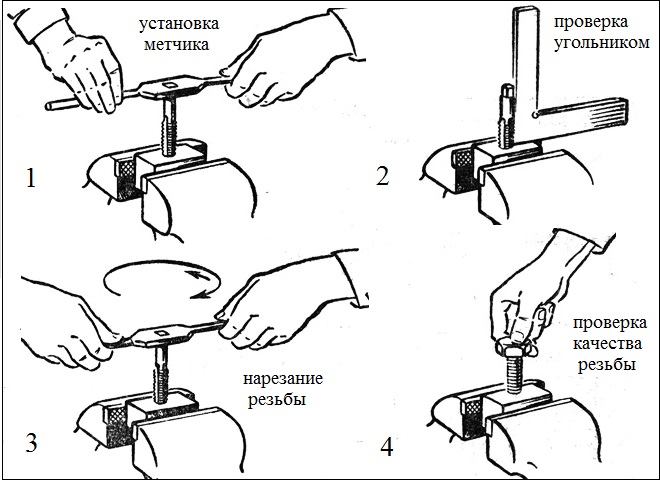
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Услуги по нарезке резьбы в металлических продуктах
Прайс-лист
Компания «СтальПро» выполнит нарезание резьбы в Москве с доставкой обработанной продукции клиенту нашим транспортом в любой регион России. Услуга нарезания резьбы распространяется на все виды круглой металлической продукции. Это трубы и круги различных размеров. Данная операция необходима для организации резьбового соединения металлических деталей или элементов.
Особенности услуги и ценообразования
Цены на нарезку резьбы зависят от следующих базовых факторов:
- типа обработки. Резьбовая насечка может быть наружной и внутренней. Последняя наносится вручную;
- особенностей проката. Имеет значение его тип и размер (диаметр).
Компания «СтальПро» самостоятельно осуществляет нарезание резьбы без привлечения сторонних исполнителей. Это обеспечивает доступный уровень цен и позволяет нам контролировать сроки выполнения металлообрабатывающих операций.
Наши специалисты знают, как нарезать резьбу правильно. Это позволяет гарантировать высокое качество нарезки резьбы любых типов.
Преимущества обращения
Полный спектр услуг. Техническое оснащение позволяет нам наносить любые размеры при нарезке резьбы, обрабатывать различные металлы и типы проката. При необходимости конструкторы «СтальПро» помогут оформить чертежи или проектную документацию на изготовление деталей.
Другие виды металлообработки. Нередко для изготовления металлопродукции требуется не только обеспечить возможность резьбового соединения, но и выполнить другие операции: раскрой, резку и т. д. Все перечисленные работы можно по приемлемой стоимости заказать у компании «СтальПро».
Гарантированное качество. Оно обеспечивается применением новейшего металлообрабатывающего оборудования, а также высокой квалификацией наших специалистов. Использование современного оборудования для нарезания резьбы также позволяет сократить сроки работы.
Наличие доставки. По Москве и области мы перевозим прокат с использованием собственных грузовиков вместительностью до 20 т. Для отправления в регионы мы упакуем товар в контейнеры или на палеты и отправим его с помощью транспортных компаний либо железной дорогой.
Чтобы воспользоваться услугами нарезки резьбы, свяжитесь с менеджерами компании «СтальПро» по телефону, указанному на сайте.
Нарезка резьбы в металле в Казани
Нарезка резьбы в металле в Казани



Нарезка резьбы в металле в Казани. Резка металла – это одна из самых эффективных, рентабельных, быстрых технологий, которая сделает Ваш личный бизнес производительнее. И наши профессионалы готовы предоставить самый лучший сервис в Казани.
Титан, медь, алюминий, абсолютно любые виды металла – для нашего оборудования нет ничего невероятного. Мы нарежем изделия любой формы, толщины, габаритов.
А дополнительно, Вам не приведется делать будущую отделку срезов после работы наших профессионалов, поскольку гидроабразивный способ не оказывает механического и теплового давления на железо, не нанося ему вреда, не деформируя его.
Наши квалифицированные сотрудники предложат клиенту большой перечень положительных качеств:
– Тщательное выдерживание размеров заказчика;
– 100% гарантию высококачественной резки стали без зазубрин и отсутствия деструкций;
– Минимум отходов, что позволит сэкономить на материалах;
– Промышленные установки, способные работать с любой толщиной и с любым исходным металлом;
Гидроабразивная резка – источник радости для наших сотрудников, поскольку все проекты, каждое изделие мы изготовляем качественно на инновационном оборудовании, и всерьез можем гордиться своей деятельностью.
Сделайте звонок! Наши люди предлагают целый перечень работ по гидроабразивной резке металла на высшем качественном уровне!





Оставить комментарий