Сверлильный станок модели 2М112
Вы здесь

Настольный вертикально-сверлильный станок модели 2М112 предназначен для сверления глухих и сквозных отверстий диаметром не более 12 мм и нарезание резьбы до М12 в мелких деталях из различных материалов (чугун, сталь, цветные металлы).
Устройство настольно-сверлильного станка 2М112
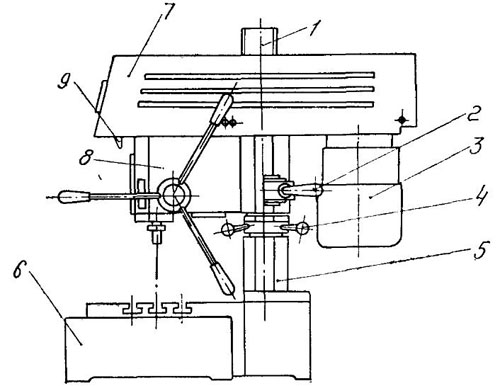
Устройство сверлильного станка:
- Колона;
- Зажимное устройство шпинделя;
- Электропривод станка;
- Механизм подъёма и опускания шпинделя;
- Кронштейн;
- Плита;
- Защитный кожух;
- Шпиндель;
- Механизм натяжения клиноременной передачи.
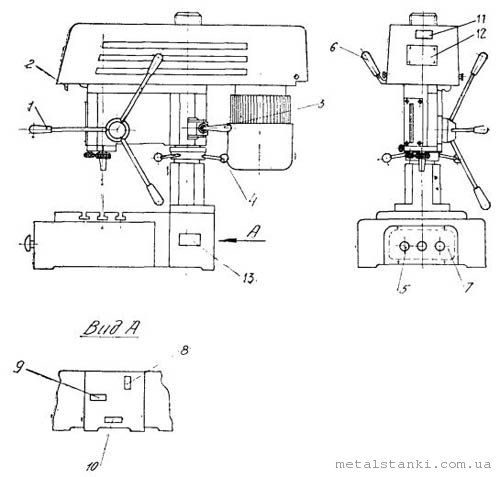
Органы управления настольно-сверлильного станка 2М112
- Рукоятка ручной подачи S шпинделя;
- Ручка натяжения клиновых ремней;
- Ручка фиксации шпинделя по колоне станка;
- Ручка для осевого перемещения шпинделя по колоне;
- Кнопки управления электрическим двигателем;
- Ручка фиксации подмоторной плиты.
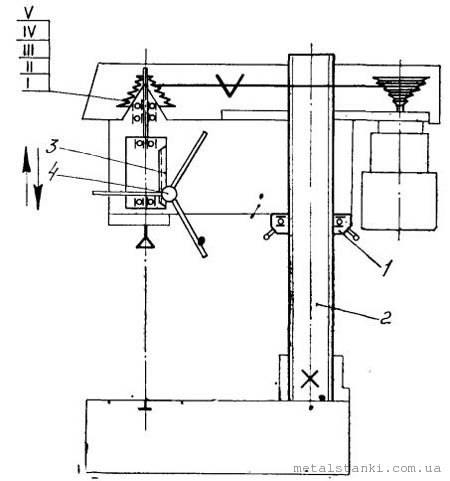
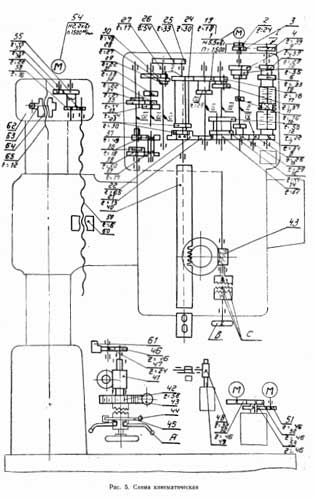
Кинематическая схема вертикально-сверлильного станка 2М112
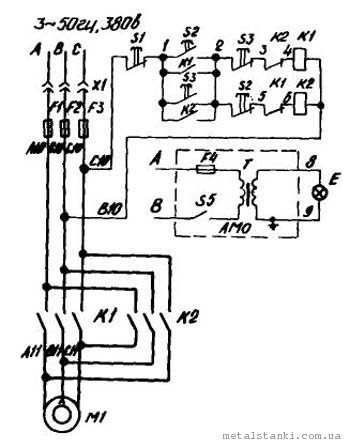
Электрическая схема сверлильного станка 2М112
Шпиндель настольно-сверлильного станка модели 2М112
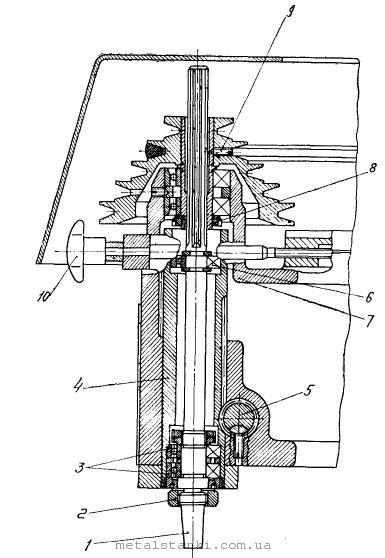
Большую часть шпинделя составляет чугунный литой корпус. В нем расположены шпиндельный узел, механизм натяжения ремней и местное освещение станка. В задней части шпинделя станка крепиться электродвигатель.
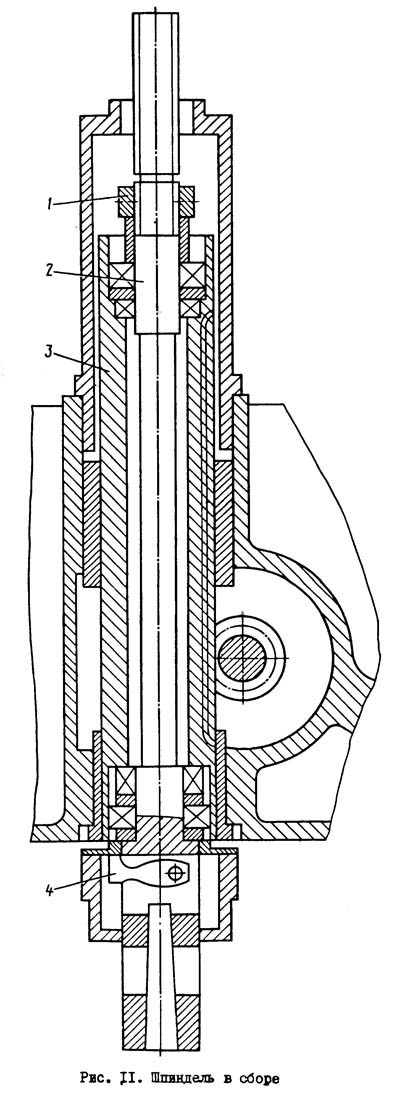
На рис. 3 представлен шпиндельный узел, которой состоит из шпинделя 1, который расположен в гильзе 4 на радиальных шариковых подшипниках 3 и 6. Шпиндель вращается от втулки 8 и шкив 9 через шлицевое соединение. Подача шпинделя осуществляется вручную, при помощи штурвала, который состоит из вал-шестерни 5 и гильзы с рейкой 4. Снятие патрона с конуса шпинделя осуществляется с помощью гайки 2.
Настройка, наладка настольно-сверлильного станка 2М112
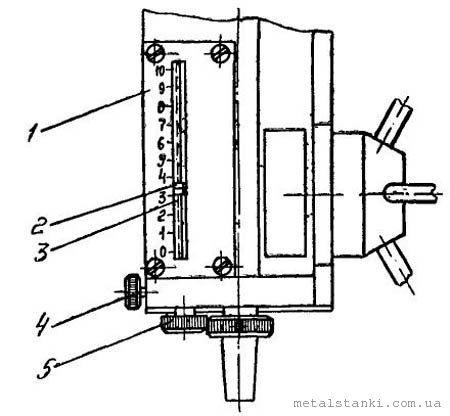
Для сверления глухих отверстий на определенную глубину можно использовать упор.
На рис. изображена шкала перемещения шпинделя. Поворотом штурвала следует подвести сверло до поверхности обрабатываемого изделия и засверлить на глубину конусной заточки сверла.
Затем освободить фиксатор 4 и с помощью поворачивания гайки 5 разместить указатель 2 в положении “0”. Повернув гайку 5, установить необходимую глубину сверления и зажать фиксатор 4.
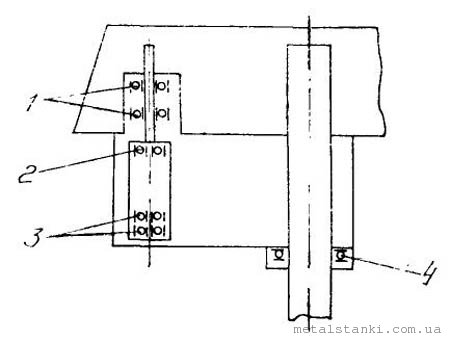
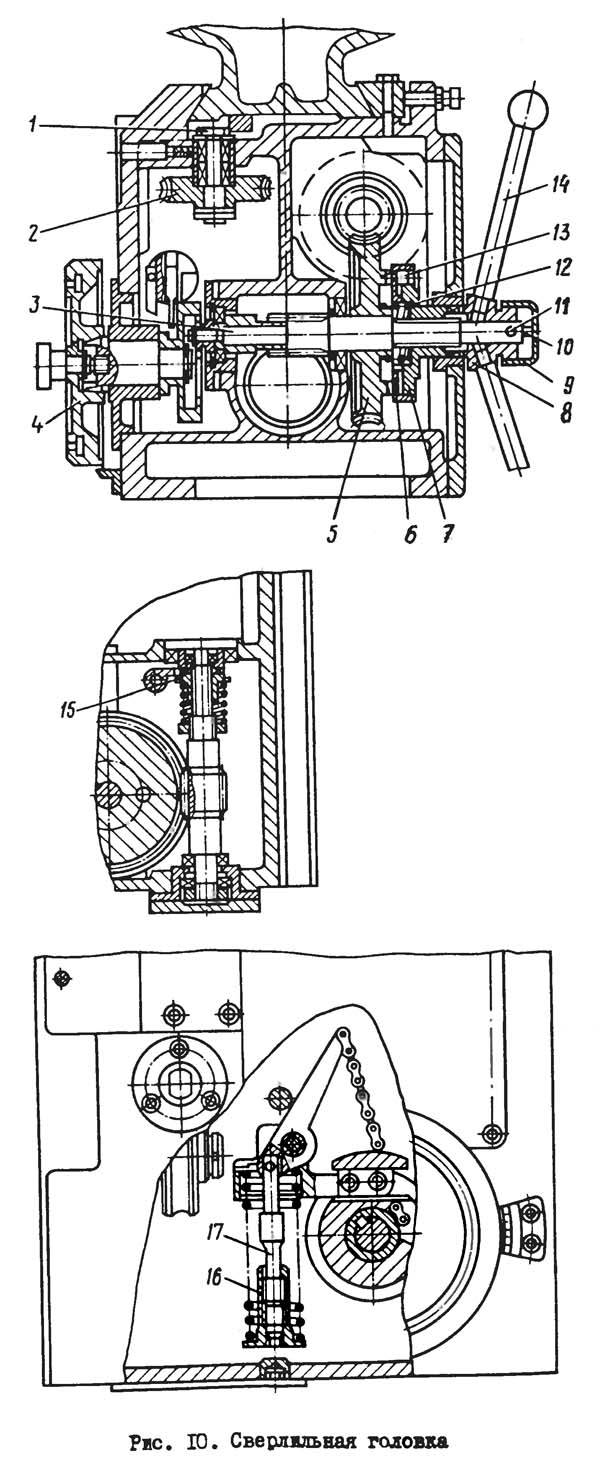
Регулировка натяжения ремней привода
В процессе эксплуатации происходит ослабление ремней, уменьшается крутящий момент на шпинделе, поэтому следует выполнять натяжение ремней. Это делается следующим образом, необходимо поднять защитный кожух, закрывающий ременную передачу, отпустить подмоторную плиту при помощи рукоятки 6 (рис.2), поворотом кнопки 2 натянуть ремень и опять зафиксировать плату рукояткой 6.
Схема расположения подшипников от http://www.avtonabor.com.ua/semniki-podsipnikov настольно-сверлильного станка 2М112
Расположения подшипников настольно-сверлильного станка 2М112:
- Подшипник 36205Е;
- Подшипник 203 ГОСТ 8338-75;
- Подшипник 104 ГОСТ 8338-75;
- Подшипник 8114 ГОСТ 6874-75.
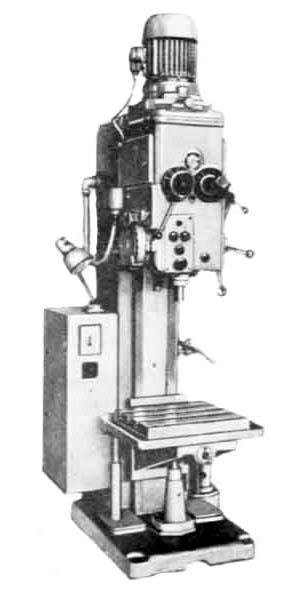
Настольно-сверлильный станок 2М112
Выдержавший несколько модернизаций советский вертикальный настольно-сверлильный станок модели 2М112, имеющий координатный стол, до сих пор широко востребован и для нужд домашней мастерской, и в небольших ремонтных предприятиях. Независимо от производителя (а модель 2М112 выпускалась в Литве заводом Komunaras, и в г. Киров, ныне Вятка – местным станкостроительным заводом), данный агрегат сохраняет достаточную функциональность и удобство.

Высокая надежность станка и хорошие технические характеристики обеспечиваются крайне простой конструкцией. В конструкции применено всего 6 подшипников, а шкивы для смены числа оборотов, хоть и громоздки и неудобны, позволили исключить удобную, но не надежную шестеренчатую коробку переключения оборотов. Подшипники станка 2М112 установлены в узле, в котором находится шпиндель, который иначе именуют пиноль, и благодаря которому осуществляется вертикальное перемещение инструмента. Еще один подшипник находится в узле подъема шпиндельной бабки. Малое количество смазываемых узлов облегчает обслуживание настольно-сверлильного станка 2М112.
Ввиду простоты, надежности и низкой стоимости станок хорошо зарекомендовал себя в учебных мастерских.
Технические характеристики станка 2М112
Расшифровка названия станка следующая. Первая цифра 2 обозначает, что рассматриваемое оборудование относится к сверлильному, а буква М означает, что базовая модель (её условное обозначение 2112) подвергалась модернизации. Первая из единичек в обозначении указывает тип агрегата, а две последние цифры – наибольший размер круглого в плане отверстия, которое можно получить на данном оборудовании.
Настольно-сверлильный станок 2М112 имеет технические характеристики, свойственные всем устройствам сверлильных станков подобного класса.
Таким образом, универсальный настольный вертикально сверлильный станок модели 2М112 может работать с отверстиями не более 12 мм в диаметре, причём материалом условной заготовки считается некаленая сталь 45 (для менее прочных материалов, например, алюминия, допускается и больше).
Основные технические характеристики:
- Вылет шпинделя – 0,19 м.
- Номер применённого конуса Морзе – В18.
- Вертикальное перемещение патрона со рабочим инструментом – 100 мм.
- Диапазон регулировки просвета между нижним торцом шпинделя и верхней кромки пазов на столе – 50…400 мм.
- Стол – координатный, рабочие размеры 200×250 мм (производятся варианты и с увеличенным по ширине столом).
- Количество скоростей вращения шпинделя (изменяется ступенчато) – 5, от 450 до 4500 мин -1 .
- Привод – электрический: мощность двигателя – 550 Вт, питающее напряжение 3 фазы 380 В.
- Габаритные размеры сверлильного станка 2М112 (длина×ширина×высота) – 770×370×950 мм.
- Вес – 120 кг.
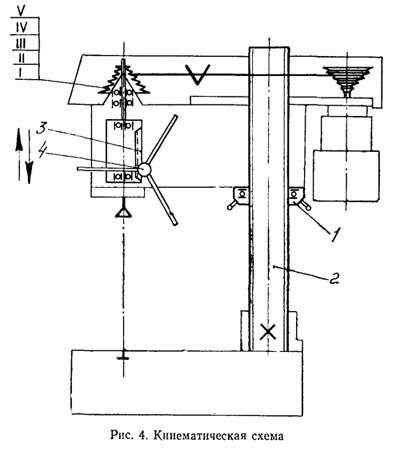
Кинематическая схема настольно-сверлильного станка 2М112
Советские станки, изготавливаемые как на заводе Комунарас, так и на производстве в г. Киров — рассчитывались на точность операции сверления Н (обычную) по ГОСТ 8-82.
Кроме сверления, назначение оборудования заключается в том, чтобы производить нарезание резьбы. Для этого конструкция предусматривает вертикальный специальный резьбонарезной патрон.
Устройство сверлильного станка 2М112
Кинематическая схема и общий вид включают в себя следующие элементы:
- Электрический двигатель.
- Клиноременную передачу.
- Вертикальный кронштейн.
- Шпиндель, входящий в состав инструментальной головки.
- Рукоять передвижения инструментальной головки по кронштейну.
- Рукоятку подачи пиноли.
- Опорную плиту с координатным столом, на поверхности которого имеются Т-образные пазы.
- Защитный кожух, закрывающий шкив сверлильного станка 2М112.
- Хомут с мерной линейкой.

Настольно-сверлильный станок 2М112 без защитного кожуха
Описание работы сверлильного станка 2М112
Шпиндель сверлильного станка 2М112 может перемещаться по колонне и крепится посредством винтового зажима. Пиноль станка может подниматься до высоты 400 мм над поверхностью рабочего стола, позволяя обрабатывать заготовки в широком диапазоне размеров.
Перед пуском двигателя обрабатываемая деталь закрепляется зажимами, находящимися в Т-образных пазах, которые имеет координатного стол 2М112. Производитель сверлильного станка 2М112 в качестве дополнительного оборудования предлагает тиски, которые устанавливаются на станине в пазы координатного стола.
Шпиндель проверяется на рабочую скорость вращения, которая зависит от твёрдости детали, после чего вручную устанавливаются вылет инструментальной головки и её положение относительно координатного стола. В патрон устанавливается сверло (или метчик) необходимого диаметра. Ход (особенно, если он – большой) проверяется при неработающем приводе, после чего включается электродвигатель, и с деталью производится необходимая технологическая операция, сверление или нарезание резьбы.
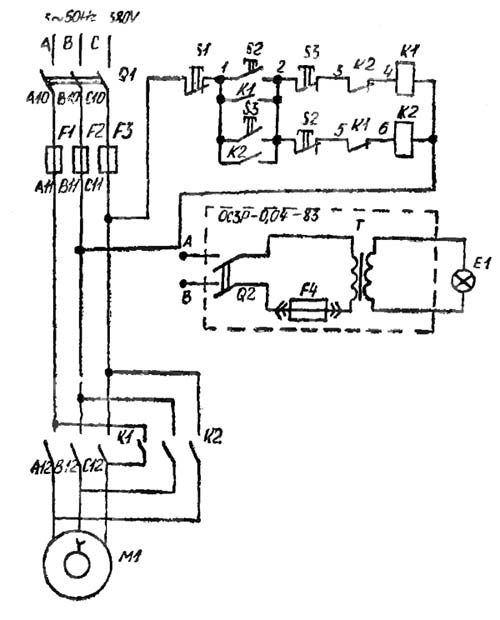
Электрическая схема настольно-сверлильного станка 2М112
Регулировку высоты шпинделя для сверлильного станка 2М112 облегчает возвратная пружина. При наличии дополнительной тумбы в конструкции вылет для настольно-сверлильного станка Комунарас 2М112 можно искусственно увеличить, не теряя при этом в устойчивости оборудования. Набор сменных шкивов позволяет простым способом и оперативно работать с иной скоростью вращения.
Конус Морзе позволяет быстро сменить патрон для сверлильного станка 2М112 на иной рабочий инструмент с аналогичным креплением.
Удобство работы повышается благодаря тому, что рабочий стол неподвижен, а вращается пиноль, а точнее весь шпиндельный узел вокруг неподвижной опоры.
У станка 2М112 имеется подсветка, расположенная в шпиндельном узле.
Производители сверлильного агрегата 2М112 предусматривает его обязательное защитное заземление при работе для повышения безопасности. Подробные указания по заземлению содержит паспорт агрегата.
Скачать паспорт (инструкцию по эксплуатации) настольно-сверлильного станка 2М112
Обслуживание
Все работы по обслуживанию универсального настольно-сверлильного станка 2М112 заключаются в контроле натяжения ремня шкива и смазке отдельных узлов устройства. При нормальной нагрузке чаще всего (раз в 2 дня) смазку и очистку требует шпиндель (пиноль), особенно шлицевые поверхности. Раз в неделю смазывается поверхность вертикальной колонны и регулировочная гайка. Раз в полгода требует замены смазки подшипники шпинделя и колонки. При частой смене количества оборотов нуждается в смазке регулятор натяжения ремня и фиксатор защитного кожуха шпинделя. Подшипники смазываются консистентной смазкой типа ЦИАТИМ или Литол.
2Н125 – универсальный станок вертикального типа
Универсальный станок 2Н125, который относится к группе вертикально-сверлильных агрегатов, дает возможность подрезать ножами торцы деталей, выполнять развертывание, зенкование, сверление, зенкерование и аналогичные процедуры.
1 Где используется и какие аналоги имеет сверлильный станок 2Н125?
Указанный агрегат характеризуется сечением (условным) сверления 25 миллиметров, что обуславливает сферу его применения компаниями, специализирующимися на мелкосерийном и единичном изготовлении продукции.
Станок обеспечивает рациональные схемы обработки заготовок, так как располагает требуемыми величинами подач шпинделя и пределы оборотов. По Государственному стандарту 15150–69 данное сверлильное оборудование причислено к четвертой категории размещения. Оно позволяет работать с изделиями из разных материалов, которые описываются большим разбросом геометрических размеров. На станке допускается монтировать инструмент из сплавов повышенной твердости, а также из быстрорежущих сталей и высокоуглеродистых сплавов.

Разработчиком описываемого агрегата является Спецбюро города Одессы, специалисты которого хорошо известны в странах СНГ своими специальными станками и качественным оборудованием для обработки металлов. Конструкторы снабдили интересующую нас сверлильную установку механизмом реверсирования двигателя, благодаря чему на ней можно выполнять (при подаче шпинделя в ручном режиме) нарезание резьбы. Данная операция осуществляется машинными метчиками.
Ряд зарубежных предприятий взяли 2Н125 в качестве базы для создания своих сверлильных агрегатов. К таковым относят, например, китайскую компанию «Guangzhou Pearl River», производящую станки серии Z5025 (3В, 3А, 1В, 1А) и Z4025-2, белорусский комбинат Гомеля (2Т125). Три установки на основе описываемого станка выпустил и Молодечненский завод станкостроения – МН25Л, МН25Н-01 и 2Н125Л.

Кроме того, герой нашего обзора послужил базой для создания следующих активно используемых агрегатов:
- 2Н125Ф2 (агрегат со столом крестового типа, числовым программным управлением и головкой револьверной конструкции);
- 2Н125А (автоматизированный принцип выполнения рабочих операций, станок вертикально-сверлильной группы);
- 2Н125С (однопозиционные специальные установки, на которых головки с несколькими шпинделями крепятся на пиноль фланцевого типа);
- 2Н125К (крестовая рабочая поверхность, координатный агрегат);
- 2Н125Н (многопозиционное оборудование с поворотным столом и многошпиндельными головками).
Как видим, все модификации отличаются только последней литерой. А число 25 в их маркировке указывает на максимальное сечение, которое можно сделать на таких станках в деталях, произведенных из стали 45.
2 Важнейшие технические показатели сверлильного станка
Рабочий стол агрегата имеет размеры 400 на 450 мм, он способен перемещаться в вертикальном направлении на 270 мм. Максимальная дистанция до торцевой зоны шпинделя составляет 1060 мм (от плиты) и 700 мм (от стола), минимальная – соответственно 690 и 60 мм. Расстояние между стойками и оси шпинделя равняется 250 мм.

Сам шпиндель при повороте рукоятки-маховика передвигается на 122,46 мм, при перемещении указателя на деление лимба – на 1 мм. Шпиндельная головка способна передвигаться максимум на 170 мм (данное значение является установочным). А ход шпинделя составляет 200 мм. Конус шпинделя выполнен по официальному стандарту в форме Морзе 3. Шпиндель располагает крутящим моментом на уровне 250 Нм (максимально возможный показатель), 12-ю скоростями и частотой вращения от 45 до 2000 оборотов за одну минуту.

Масса станка в снаряженном состоянии (стандартный набор инструментов) – 880 кг, ширина – 785, высота – 915, длина – 2350 мм. На агрегате находится двигатель Х14-22М со сравнительно небольшой мощностью 2,2 кВт. Механика сверлильной установки характеризуется ручным контролем циклов работы, девятью ступенями рабочих подач, динамической системой торможения шпинделя, максимальной силой подачи в 9 кН и пределами подач (в вертикальном направлении) от 0,1 до 1,6 мм (на каждый оборот шпинделя).
3 Описание конструкции вертикально-сверлильного агрегата
Составные компоненты станка:
- Стол, колонна, фундаментная плита. Стол располагает тремя пазами (они имеют обычную для сверлильных станков форму буквы «Т»). Колонна выполнена в виде отливки из чугуна. Рабочая поверхность и головка для выполнения операций сверления передвигаются по направляющим колонны. Внутри плиты размещен специальный бак для охлаждающей жидкости и также емкость-отстойник. Непосредственно же на плите смонтирован электрический насос.
- Коробка подач. Ее ставят непосредственно на сверлильную головку. Данная коробка может производить до девяти подач с разными значениями за счет передвижения шестерен, сблокированных в два тройных комплекса.
- Привод и коробка скоростей (КС). Последняя посредством перемещаемых блоков подает вращение на шпиндель. КС имеет опоры валов, которые крепятся в нижней и верхней плите. Указанные две плиты четырьмя стяжками соединяются друг с другом. Двигатель через муфту и передачу (выполнена в зубчатой форме) начинает вращать КС. Само вращение приходит на описанную выше коробку подач через зубчатую пару, которая получает движение от устройства со шлицевым отверстием (обычная гильза), расположенную на последнем валу КС. Добавим, что плунжерный насос дает возможность осуществлять смазку всех узлов рабочей головки и коробки скоростей. Контроль расхода смазочного состава выполняется по маслоуказателю.

- Устройство переключения подач и скоростей. Подачи изменяются рукояткой с шестью положениями (три по оси, столько же по окружности), скорости – другой рукояткой с семью положениями (вдоль оси их три, по окружности четыре). Оба рычага находятся на лицевой части головки для сверления. Оператор при помощи табличек ведет отсчет запускаемых подач и скоростей.
- Устройство подачи. Данный механизм включает в себя: реечную шестерню на горизонтальном валу, червячную передачу, две обгонные муфты (храповую и кулачковую), лимб и штурвал. Конструктивно описываемый механизм представляет собой один из узлов сверлильной головки. Устройство подачи позволяет осуществлять далее указанные процедуры: при нарезании резьбы – ручную подачу, отключение (запуск) рабочей подачи, отвод вверх (руками) шпинделя, опережение подачи (ручной режим), а также привод к заготовке рабочего инструмента.
- Сверлильная головка. В ней размещаются ключевые сборочные компоненты агрегата (коробки подач и скоростей, противовес шпинделя, устройство переключения подач и скоростей, устройство подачи, шпиндель). Головка изготовлена в виде коробчатой отливки.
- Шпиндель. Упорный подшипник (нижний) этого узла воспринимает усилие подачи по оси, а верхний подшипник дает возможность воспринимать усилия выбивки рабочего приспособления. Для выбивки применяется особый механизм, который срабатывает в момент, когда при помощи штурвала происходит подъем шпинделя.

Конструкторы станка предусмотрели несколько способов защиты его электрооборудования от возможных перегрузок при помощи магнитных пускателей, катушек (нулевая «страховка») и тепловых реле.
Схема сверлильного станка

Радиально-сверлильный станок модели 2М55 предназначен для широкого применения в промышленности.
Благодаря своей универсальности станок находит применение везде, где требуется обработка отверстий—от ремонтного цеха до крупносерийного производства.
На станках можно производить сверление в сплошном материале, рассверливание, зенкерование, развертывание, подрезку торцов, нарезку резьбы метчиками и другие подобные операции.
Применение приспособлений и специального инструмента значительно повышает производительность станков и расширяет круг возможных операций, позволяя производить на них выточку внутренних канавок, вырезку круглых пластин из листа и т. д. При соответствующей оснастке на станке можно выполнять многие операции, характерные для расточных станков.
Кинематическая схема
Кинематическая схема станка состоит из четырех кинематических цепей:
1) вращения шпинделя;
2) движения подач;
3) вертикального перемещения рукава;
4) перемещения сверлильной головки по рукаву.
Шпиндель получает вращение от электродвигателя через промежуточную передачу, пусковую фрикционную муфту и коробку скоростей с четырьмя передвижными зубчатыми блоками. Промежуточная передача обеспечивает определенное число оборотов вала фрикционной муфты в различных исполнениях станка (например, для частоты тока 60 периодов). Фрикционная муфта соединяется с коробкой скоростей либо с двойчаткой 9—10, либо через паразитную шестерню 8, неподвижно закрепленную шестерню 13. В последнем случае коробка скоростей получает обратное вращение, т. е. шпиндель вращается против часовой стрелки. Таким образом, каждым двум ступеням оборотов шпинделя в направлении по часовой стрелке соответствует одна ступень оборотов против часовой стрелки.
Передвижные блоки коробки скоростей (три двойных и один тройной) обеспечивают получение 24 ступеней оборотов шпинделя. Структурный график построен таким образом, что три ступени чисел оборотов перекрываются, а остальные 21 образуют геометрический ряд с ! Н
2Н125 станок вертикально-сверлильный универсальный одношпиндельный
Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2Н125
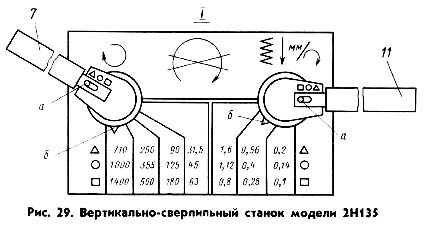
Изготовитель вертикальных сверлильных станков моделей 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, ООО НПО Станкостроение, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2Н125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения
Станок универсальный вертикально-сверлильный 2Н125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Принцип работы и особенности конструкции станка
Станок 2Н125 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Хронология выпуска заводом вертикально-сверлильных станков 2125 серии с диаметром сверления до 25 мм:
- 2125 — первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А125, 2А125А, 2А125К — следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н125, 2Н125А, 2Н125К, 2Н125Ф2 — самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С125, 2С125-01, 2С125-04 — последние модели серии. Сняты с производства в 2014 году
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Разработчик — Одесское специальное конструкторское бюро специальных станков.
Модификации сверлильных станков 2Н125
Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки: 2Н125. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45.
На основе указанных выше базовых моделей станков созданы следующие модифицированные модели:
2Н125А — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок);
2Н125К — координатные вертикально-сверлильные станки с крестовым столом;
2Н125С — специальные однопозиционные вертикально-сверлильные станки с фланцевой пинолью, служащей для крепления многошпиндельных головок;
2Н125Н — многопозиционные сверлильные станки, предназначенные для установки многошпиндельных головок и поворотных столов;
2Н125Ф2 — сверлильные станки с ЧПУ, крестовым столом и револьверной головкой и др.
Аналоги вертикально-сверлильных станков 2Н125, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Габарит рабочего пространства сверлильного станка 2Н125
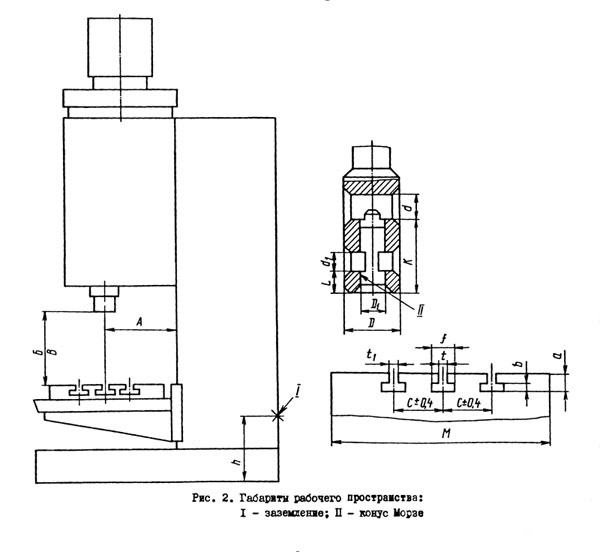
Чертеж рабочего пространства сверлильного станка 2Н125
Общий вид сверлильного станка 2Н125

Фото сверлильного станка 2Н125
Расположение основных частей сверлильного станка 2Н125
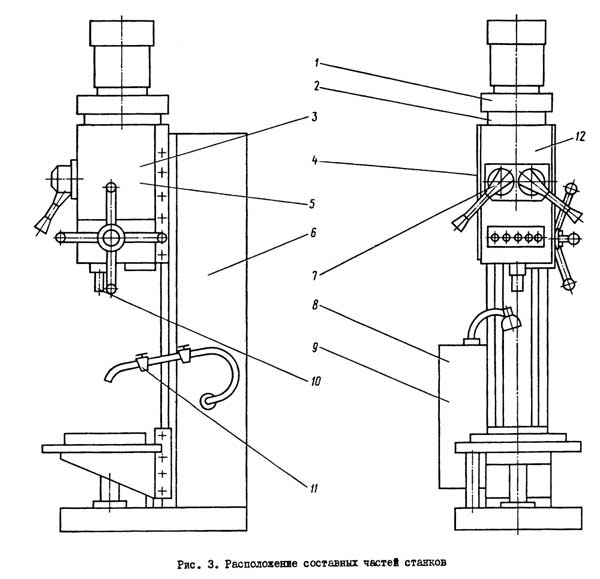
Расположение основных частей сверлильного станка 2Н125
Обозначение основных частей сверлильного станка 2Н125
- Привод сверлильного станка — 2Н125.21.000
- Коробка скоростей станка — 2Н125.20.000
- Насос плунжерный масляный — 2Н125.24.000 для станка 2Н125
- Насос плунжерный масляный — 2Н135.24.000
- Коробка подач — 2Н125.30.000
- Колонна, стол, плита — 2Н125.10.000
- Механизм управления скоростями и подачами — 2Н125.25.000
- Электрошкаф — 2Н125.72.000
- Электрооборудование — 2Н125.94.000
- Шпиндель в сборе — 2Н125.50.000
- Система охлаждения станка — 2Н125.80.000
- Сверлильная головка — 2Н125.40.000
Расположение органов управления сверлильным станком 2Н125
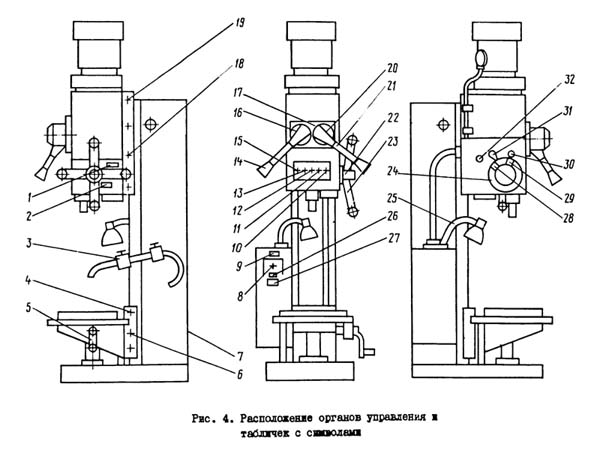
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
- Табличка — «Заполнение» СОЖ
- Табличка — «Слив»
- Кран включения охлаждения
- + 19 Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола
- Винты зажима стола и сверлильной головки
- Табличка — «Заземление»
- Вводный выключатель
- Табличка — «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка — «Частота вращения»
- Табличка — «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- +4 Болты для регулировки клина стола и сверлильной головки
- Табличка — «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка — «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Кинематическая схема сверлильного станка 2Н125
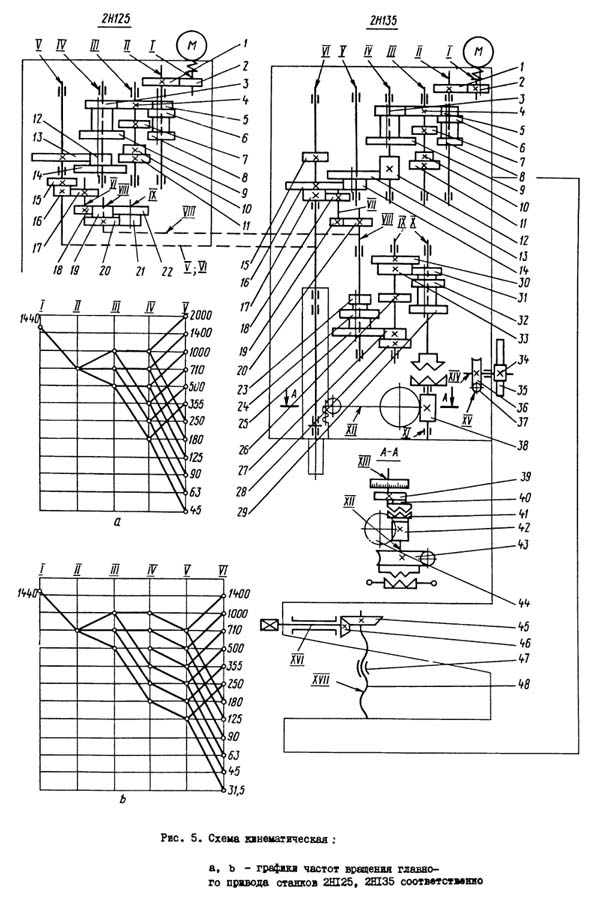
Кинематическая схема сверлильного станка 2Н125
Перечень графических символов, указанных на табличках сверлильного станка 2Н125
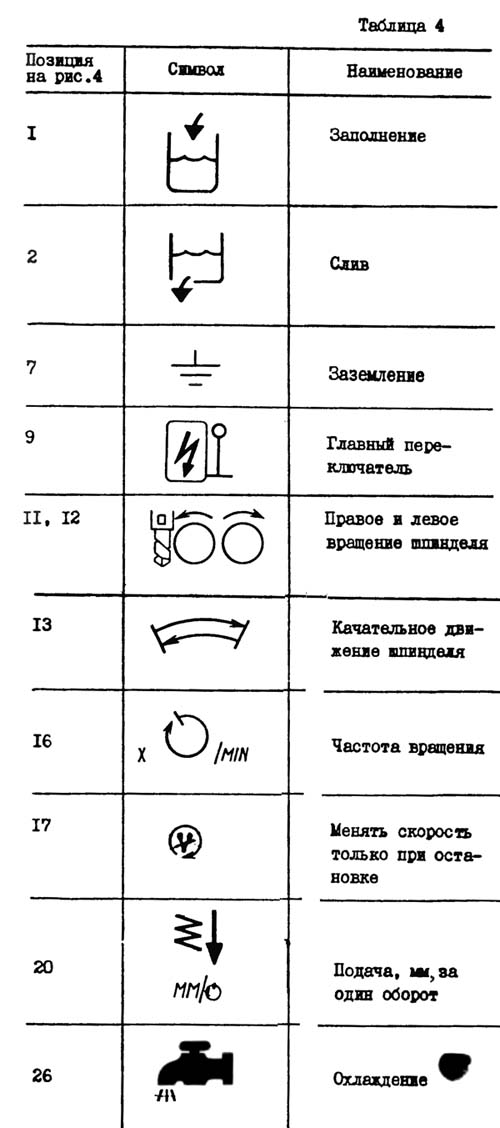
Перечень графических символов на сверлильном станке 2Н125
Коробка скоростей сверлильного станка 2Н125
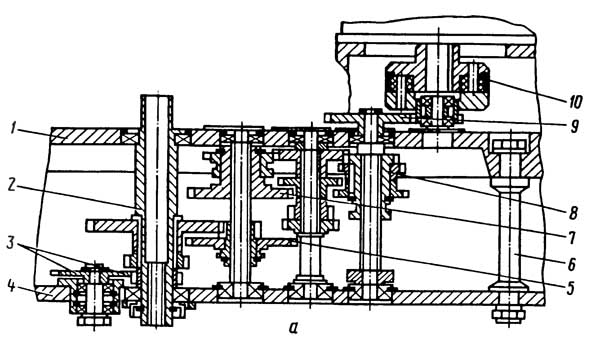
Чертеж коробки скоростей сверлильного станка 2Н125
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах — верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки — гильза — имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н125
Механизм управления скоростями и подачами сверлильного станка 2Н125
Механизм переключения скоростей и подач сверлильного станка 2Н125
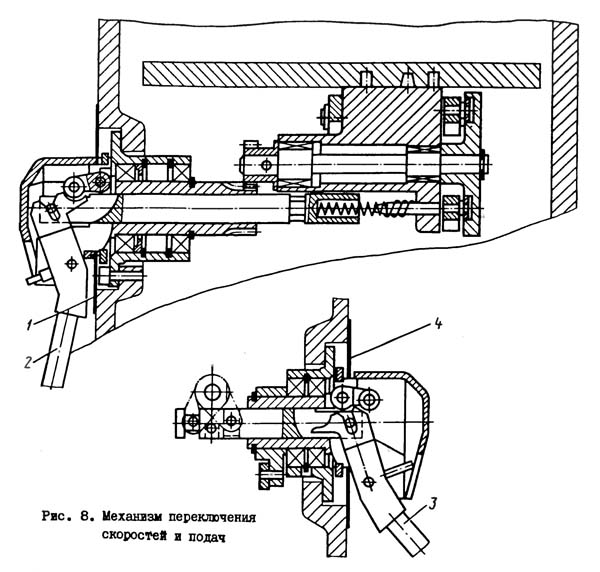
Механизм переключения скоростей и подач сверлильного станка 2Н125
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач сверлильного станка 2Н125
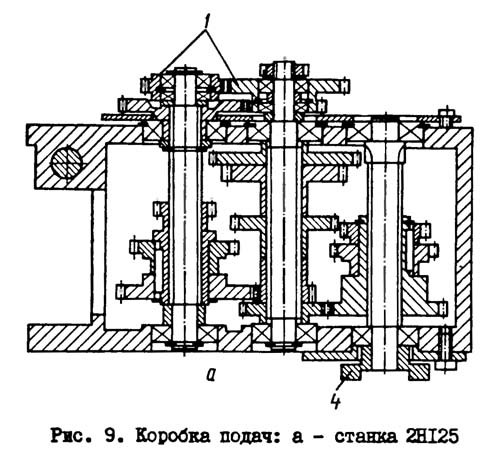
Чертеж коробки подач сверлильного станка 2Н125
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1 (рис.9), на станках 2Н125, 2Н135 — из зубчатых колес 2, 3 — соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка станка 2Н125
Чертеж сверлильной головки сверлильного станка 2Н125
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме — полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель в сборе вертикально-сверлильного станка 2Н125
Шпиндель в сборе вертикально-сверлильного станка 2Н125
Шпиндель 2 (рис.11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента — верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Электрооборудование и электрическая схема сверлильного станка 2Н125
Электрическая схема сверлильного станка 2Н125
Описание работы электросхемы станка
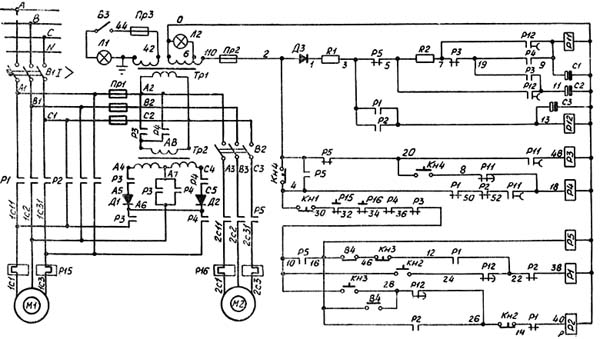
Включением вводного автомата В1 подается напряжение на главные и вспомогательные цепи, загорается сигнальная лампа. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение «ВКЛЮЧЕНО». Нажатием кнопки Кн2 «ВПРАВО» катушка пускателя Р1 получает питание, главные контакты включают М1 на правое вращение шпинделя. Через блок-контакты Р1 включается пускатель Р5, включающий электронасос М2 и реле задержки Р12.
При нажатии кнопки КнЗ «ВЛЕВО» происходит отключение пускателя Р1, электродвигателя М1, реле Р12 после разряда конденсатора CЗ контакты реле Р12 (28-26) замыкаются и происходит включение пускателя Р2 и М1 на левое вращение. Реле Р12 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя В4 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку Кн1 «СТОП», при этом отключаются пускатели Р1 или Р2, Р5, отключающие М1, М2. Через контакты реле Р12 (7-9) включается реле Р11 с последующим включением пускателей Р3 и Р4. Обмотки электродвигателя М1 подключаются через выпрямители Д1, Д2 к трансформатору Тр2, происходит динамическое торможение. После разряда конденсатора C1, C2 — отключается реле Р11, отключающее пускатели Р3, Р4 и М1 от тормозной цепи.
При переключении скоростей, если шестерни не входят в зацепление, применяют шаговый проворот ротора электродвигателя. Нажатием кнопки Кн4 «ПРОВОРОТ» включается пускатель Р4, по фазам 1C2-1CЗ протекает пониженное выпрямленное напряжение. Через сопротивление Р2 с задержкой включается реле Р11, отключающее пускатель Р4 и включающее Р3 — напряжение протекает по фазам 1C1-1C2. Такие переключения обеспечивают качание ротора и кинематики, что облегчает переключение скоростей.
Для защиты от перегрузки служат тепловые реле. Для нулевой защиты — катушки и контакты магнитных пускателей.





Оставить комментарий