Пайка паяльником
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.
Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.
Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей — радиаторов, деталей машин. Но у него неадекватная цена.
Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
Флюсы
Подобрать при пайке нужный флюс — значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий — своей способностью разрушать его окисную пленку.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.
Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.
Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
Влажной вискозной или поролоновой губкой, уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.
Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.
Оплетка для удаления припоя представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.
Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически «не хватает рук» — одна занята самим паяльником, другая — припоем, а нужно ведь еще держать в определенном положении паяемые детали. «Третья рука» удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями — плоскогубцы, пинцеты, зажимы.
Подготовка паяльника к работе
Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму — в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.
При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной — для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование — лужение «жала» нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе «жало» покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться «жалом» к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей — нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом — с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника — на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на «жале», стекая с него.
Техника пайки паяльником
- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают «жало» к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.
Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.
При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником — первым или вторым способом — следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных — второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя — ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество — спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой — это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки — каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение проводов. Лужение кончиков электропроводов — одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.
Если же проводник не хочет лудиться — из-за наличия лака (эмали) — помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.
Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед — и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс — например, тот, который так и называется «Флюс для пайки алюминия». Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой — нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.
Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).
Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.
Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.
После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).
Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.
Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его «жалом» по поверхности, или подачей припоя непосредственно на площадку — припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
Как паять паяльником, видео, фото инструкции
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.

Содержание:
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.

Для работы с электрическими схемами и SMD-платами применяют электрические паяльники. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.

Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.
Рекомендуем к просмотру это видео. Оно может раскрыть оставшиеся вопросы о флюсах и припоях.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.


Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.


Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем
Очень часто электрические паяльники используют для пайки печатных плат. Для этого подойдет специальный небольшой прибор средней мощности. Более подробно рекомендуем прочитать статью о выборе паяльников для плат и микросхем.
-
Для начала надо подготовить поверхность, чтобы она обеспечила минимальное сопротивление и прочное соединение. Для обезжиривания платы ее можно протереть салфеткой, смоченной в мыльном растворе. Для снятия твердых отложений подойдет специальное средство, продающееся в профильном магазине. Рабочий участок необходимо зачищать до того момента, пока медь не станет блестеть. Для обработки контактов можно воспользоваться обычным ацетоном. Менее пахучим и опасным растворителем является метил гидрат.


Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
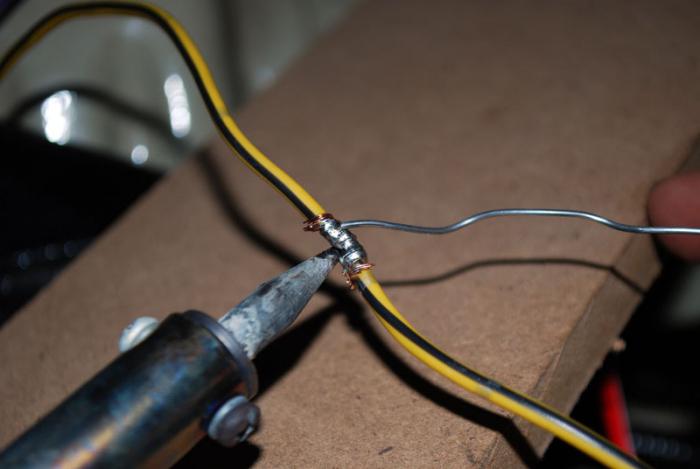
Пайка проводов
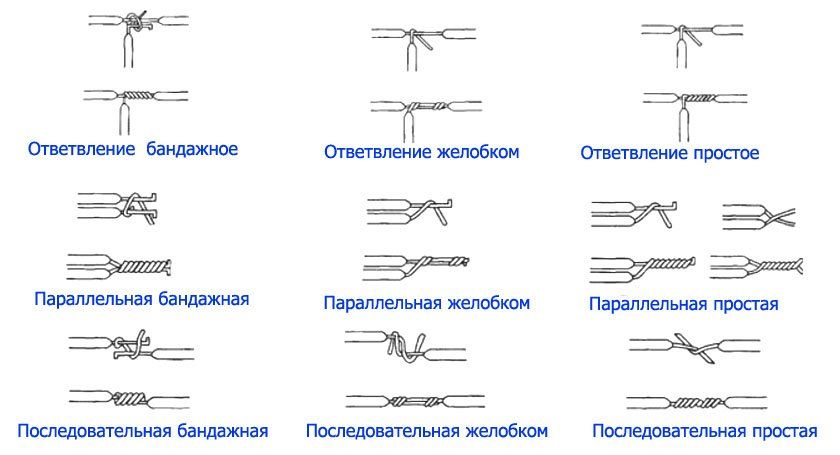
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.

Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.

Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
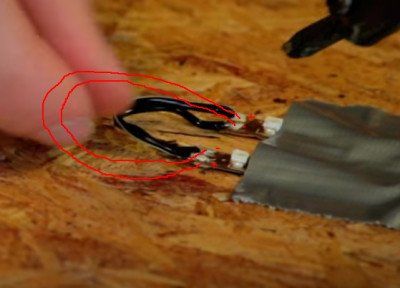
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:


Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Как правильно паять паяльником? Как правильно паять провода, микросхемы
Пайкой называется способ создания неразъемного соединения посредством введения в зону контакта расплавленного материала с температурой плавления ниже, чем у материалов соединяемых деталей. О том, как правильно паять паяльником, можно узнать, освоив технологию на практике.
Назначение прибора
Паяльник электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию сложно изготовить под большое напряжение, так как для этого требуется много слоев тонкого провода, что приводит к увеличению габаритов. Кроме того, его выбирают, исходя из условий безопасности работы.
Мощность паяльника удобно подобрать с помощью простой таблицы:
Транзисторы, диоды, микросхемы
Распространенная работа по электромонтажу
Пайка крупных деталей
Оптимальную температуру жала поддерживают вручную или автоматически. Для этого применяют тиристорные регуляторы.
Для увеличения срока службы конец паяльника можно отковать. При этом медь будет меньше растворяться в припое. Перед тем как пользоваться паяльником, жалу придают напильником определенную форму. Наиболее распространенными являются угловая и на срез. Ножевидную форму придают концу, чтобы одновременно выпаивать несколько контактов микросхемы или выводов разъема.

Инструменты
Перед тем как правильно паять паяльником, рабочий участок следует снабдить необходимыми инструментами:
— Подставка. Разогретый прибор располагается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с кусочком поролона для чистки жала.
— Штатив. В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльника.
— Набор инструментов. Он нужен для поддерживания деталей, придания проводам заданных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, напильники, нож, наждачная бумага.
Секреты пайки
Использование материалов по назначению. Для пайки можно применять олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится жидким при температуре 180-200 ºС. К тому же он дешевле, а качество соединения получается не хуже. Чистое олово преимущественно используют при ремонте емкостей. В радиомонтажных работах применяют припой марки ПОС-61, где число показывает процентное содержание олова. Для удаления окислов с места соединения применяют флюсы. Жестянщики используют для этого кислоты, которые непригодны для электрических соединений. Для них нужно использовать флюсы, которые не будут разрушать контакты. Как правильно паять паяльником с канифолью, которая чаще всего применяется для защиты соединений от окисления?

Жало паяльника должно быть зачищено и покрыто слоем припоя, чтобы оксидный налет не мешал в работе.
Поверхности контакта предварительно зачищают и залуживают. Тогда соединение получается надежным и прочным.
Детали следует правильно соединять и прогревать места спайки.
Как пользоваться паяльником?
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Пайка проводов
Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции. Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей. Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть.
Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой.
Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек.
Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям.
Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем.
Пайка радиодеталей
Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек.
На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала.
Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой.
Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить.
Работа с микросхемами
Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева.
Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником.
Когда будет освоена простая пайка паяльником, можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева.

Пайка алюминия
Трудности пайки алюминия связаны с его низкой температурой плавления (660 ºС) и прочной оксидной пленкой. Детали нагревают в печи или газопламенной горелкой. Их подготовка заключается в удалении жиров растворителем и в механической зачистке наждачной бумагой, абразивным кругом или щеткой из нержавейки. При этом окисная пленка образуется вновь, но ее толщина значительно меньше предыдущей. Затем на место соединения наносится флюс и производится его подогрев до температуры расплавления припоя. Электродным стержнем прикасаются к месту стыка, пока он не начнет плавиться.
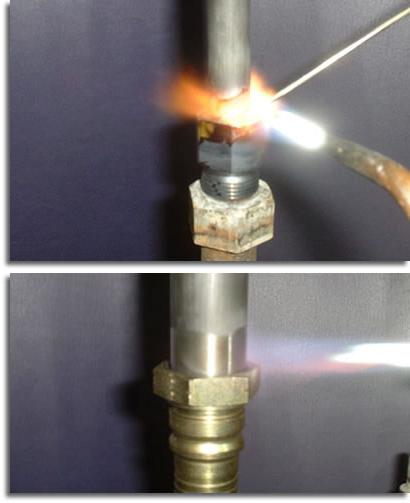
Припой для пайки алюминия при температуре 150-400 ºС может быть на основе цинка, олова, кадмия (легкоплавкий). Он слабо сопротивляется коррозии и требует дополнительных покрытий. Тугоплавкие припои, такие, как силумин (590-600 ºС), 34А (530-550 ºС) и другие, более надежны и используются чаще. Сплавы алюминия имеют меньшую температуру плавления. Их паяют с печным подогревом, который точнее регулируется.
Заключение
Как правильно паять паяльником провода и микросхемы? Ответ на этот вопрос подразумевает, прежде всего, тщательную подготовку инструмента и деталей. В процессе создания неразъемного соединения слой расплавленного припоя всегда должен быть защищен флюсом. Для каждой операции подбирается паяльник соответствующей мощности и формы рабочей поверхности жала. При правильном соединении деталей и выдерживании температурного режима пайка получается надежной и долго служит.
Учимся как правильно паять паяльником
Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
По прошествии времени, с развитием электротехники, а затем радиоэлектроники, пайка стала, и остаётся поныне, основным методом монтажа деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без участия ручного труда, выпускающие в час сотни печатных плат и узлов современной аппаратуры, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности и сегодня.
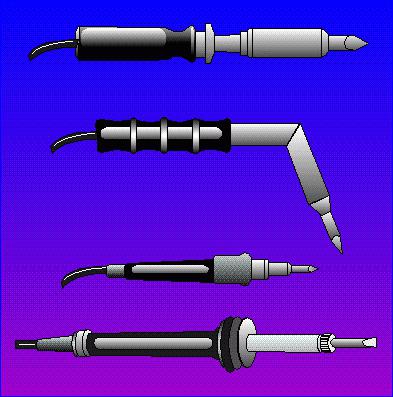
Какие существуют виды паяльников
А он за долгие годы претерпел много изменений и усовершенствований.

-
Начиналось все давным‑давно с массивных паяльников‑молотков, нагреваемых на огне или углях. Широко распространённые когда‑то бензиновые паяльные лампы даже имели сверху специальные держатели для нагревания этих молотков. Таким паяльником вполне можно было запаять прохудившийся чайник или самовар. А рыболовы‑любители, самостоятельно изготовлявшие себе всю оснастку в те времена, делали с их помощью блесны и мормышки, обеспечивавшие уловы не хуже современных воблеров и твистеров.
В 20‑е годы XX в., когда началось повсеместное распространение радио‑ и электрооборудования, был изобретён паяльник электрический. Поначалу он тоже был похож на молоток, но затем пришёл к своей классической стержневой форме, в которой существует до сих пор.
Он представляет собой ручку из тепло‑ и электроизолирующего материала, через которую проходит электрический провод, соединённый с трубчатым нагревательным элементом, закреплённым на другом её конце. В трубчатый нагреватель вставляется стержень‑жало, с помощью которого, собственно, и производится пайка. В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
Классическая конструкция электропаяльника продержалась довольно долго. Она хороша для мощностей нагревателя в диапазоне 25
200 Вт. Но миниатюризация радиоэлектронной аппаратуры поставила перед этими приборами новые требования. Появилась потребность в инструментах небольшой мощности, быстро разогревающихся и позволяющих мгновенно регулировать температуру жала.
Поэтому в традиционном электропаяльнике инерционный нихромовый термоэлемент был заменён на керамический. В таких приборах полое с одного конца жало надевается на разогретый керамический стержень. За счет хорошего теплового контакта и малого теплового рассеяния, жало нагревается практически мгновенно, а измеритель температуры, находящийся от него в непосредственной близости, позволяет установить степень нагрева с высокой точностью.
Кроме того, эти модели паяльников значительно долговечнее обычных, что очень важно для конвейерной сборки радиоаппаратуры.
Определённую популярность приобрели паяльники импульсные, в которых жало представляет собой часть цепи вторичной обмотки трансформатора, намотанной очень толстым проводом. Напряжение в такой обмотке очень мало, зато по ней протекает ток силой в несколько ампер, что и приводит к сильному нагреву.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.
Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
Какие существуют припои
 Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
Высокотемпературные или твёрдые. Их температура плавления больше 350°C, поэтому они не применяются при работе электропаяльниками.Предназначены для пайки медных сплавов, серебра, стали. Дают очень высокую прочность соединения.
Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830
870°C)
Медно‑фосфористые (700
830°C)
Серебряные (720
Разновидности флюсов для пайки радиодеталей
 Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные. Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные. Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки паяльника для микросхем не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
Подготавливаем главный инструмент к работе
 У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
 Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
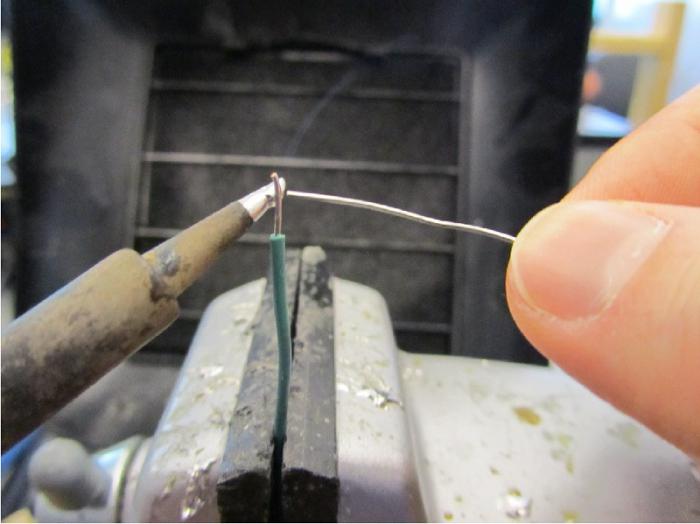
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
Как паять паяльником, видео, фото инструкции
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.

Содержание:
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.

Для работы с электрическими схемами и SMD-платами применяют электрические паяльники. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.

Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.
Рекомендуем к просмотру это видео. Оно может раскрыть оставшиеся вопросы о флюсах и припоях.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.


Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.


Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем
Очень часто электрические паяльники используют для пайки печатных плат. Для этого подойдет специальный небольшой прибор средней мощности. Более подробно рекомендуем прочитать статью о выборе паяльников для плат и микросхем.
-
Для начала надо подготовить поверхность, чтобы она обеспечила минимальное сопротивление и прочное соединение. Для обезжиривания платы ее можно протереть салфеткой, смоченной в мыльном растворе. Для снятия твердых отложений подойдет специальное средство, продающееся в профильном магазине. Рабочий участок необходимо зачищать до того момента, пока медь не станет блестеть. Для обработки контактов можно воспользоваться обычным ацетоном. Менее пахучим и опасным растворителем является метил гидрат.


Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.

Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
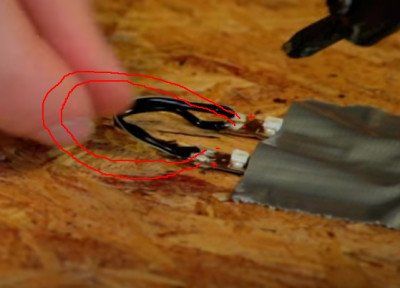
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:


Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.





Оставить комментарий