Калькулятор металлопроката онлайн
Металлический калькулятор нержавеющего металлопроката компании «Региональный дом металла» поможет рассчитать вес и стоимость изделий по заданным габаритным размерам и указанным маркам стали.
Виджет позволяет получить вес изделий практически любой используемой на сегодняшний день марки стали: черная, цветная, нержавеющая сталь. В частности, калькулятор цветного металлопроката, поможет при расчете продукции из сплавов меди, бронзы, алюминия и других. В каталоге продукции вы можете купить металлопрокат следующих типов: трубы, сортовой прокат (уголок, круг, швеллер, балка), лента, катанка, шестигранники и листы.
Калькулятор металла
С относительной точностью можно рассчитать вес металлопроката и количество стальной арматуры. При вводе размеров и длин, Вы можете рассчитать вес изделий. Калькулятор работает в онлайн-режиме для оперативного расчета веса, для этого необходимо:
- выбрать требуемую марку стали;
- выбрать категорию проката;
- ввести габариты и размеры сторон.
Специалисты нашего ресурса проводят периодическую актуализацию марочника стали для точного и актуального расчета изделий. В процессе подсчета, используется удельный вес металлопроката (таблица калькулятора) стали и размер (толщина металла, ширина листа, диаметр стенки трубы, швеллера и т.д.).
Иногда при неизвестна марка стали, из которой он изготовлен, в этом случае можно использовать универсальные марки типа Ст10 и Ст20. Если у Вас остались подозрения по поводу сырья, можно провести хим. анализ металла.
Таблица веса металлопроката
Формула расчета определяет вес 1 мм проката, умноженного на длину (если вес рассчитывается исходя из значения длины). В случае, когда исходными данными является вес и требуется таблица металлопроката из тонны в метры, сначала определяется площадь сечения проката, умноженная на удельный вес, после чего, вес делится на полученное путем умножения значение и мы получаем требуемую длину по весу.
Необходимо заметить, что весовая таблица металлопроката зависит от показателя температуры рассчитываемого проката, так, при различных значения температуры стали, существенно меняется его плотность. Исходя из этого, при расчете используется универсальная температура стали равная 20 °С. Для цветного металлопроката могут применяться другие температурные значения, обращайте на это внимание.
В реальной жизни, размеры отпускаемого проката, особенно в партиях большого объема, могут существенно отличаться от рассчитанных значений. Это связано с тем, что таблица массы металлопроката не учитывает отклонения от точных геометрических параметров продукции, которые существуют в обязательном порядке, особенно при больших объемах.
Диаметры стальных труб
При покупке продукции очень помогает таблица размеров труб стальных, содержащая информацию о внутренних и наружных диаметрах. Это способ ускорить покупку, а значит, и вашу работу. В промышленности, производстве и строительстве могут требоваться изделия с любыми параметрами. Мы привели основные размеры стальных труб, выпускаемых в нашей стране, и доступных для заказа на сайте компании «Региональный дом металла».
Резьба, дюйм
Диаметры стальных труб
Если вас интересует сортамент стальных труб по диаметрам, изучите государственные стандарты, определяющие параметры во время производства. К примеру:
- Горячедеформированные, бесшовные – ГОСТ 8732-78;
- Холоднодеформированные, бесшовные – ГОСТ 8734-75;
- Электросварные прямошовные – ГОСТ 10704-91;
- Водогазопроводные — ГОСТ 3262-75.
Как можно заметить, на каждый тип изделий имеется уникальный стандарт. Если вам требуется выяснить, какие габариты по норме может иметь труба стальная, таблица диаметров приведена непосредственно в тексте ГОСТа. Все эти документы доступны в интернете, и вы можете ознакомиться с их текстом. Соблюдение этих норм, в т.ч. по размерам (D, условный проход, толщина стенки) – требования, проверяемые специалистами. Их соблюдение обязательно для сертификации.
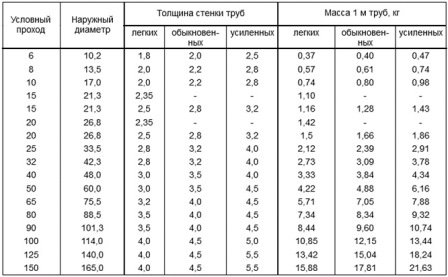
Таблица толщины стенок и диаметров стальной трубы
В наличии и под заказ все ключевые размеры, производимые российскими и зарубежными предприятиями. Если вам, к примеру, нужна труба стальная диаметром 60 мм в СПб, обратитесь к менеджерам «РДМ». Наши сотрудники легко подберут требуемые образцы, уточнят кол-во и наличие по складам, расскажут вам, как оформить заказ, оплатить его, решить вопрос с доставкой со склада на ваш объект.
В ассортименте имеются трубы большого диаметра стальные. Они используются для прокладки нефтепроводов, газопроводов. Также их применяют для защиты различных коммуникаций от повреждений. Используются как для внешней, так и для подземной укладки. Обладают хорошей свариваемостью с высокой надёжностью сварного шва.
Любой внутренний диаметр стальных труб, требуемый вам для создания каких-либо инженерных конструкций, доступен в продаже на нашем сайте. Всё, что вам требуется – уточните параметры, сообщите тип изделия. Консультант проверит наличие в базе, сообщит вам стоимость. Далее останется только принять ваш заказ. Отправка осуществляется оперативно, и возможна не только по Санкт-Петербургу, но и в любой город России.
Вес шайбы 1 шт.Вес шайбы м8, м16, м12. Таблица.
Вес шайбы 1 шт.Вес шайбы м8, м16, м12. Таблица.
Шайбы стальные изготавливаются из конструкционных, пружинных, нержавеющих и обычных черных сортов стали. Они бывают как круглой, так и квадратной формы в зависимости от стандарта исполнения, то есть ГОСТа. Также шайбы покрывают антикоррозийным материалом, таким шайбам не страшны среды с повышенной влажностью.
Шайбы применяются в креплении различных деталей конструкций совместно с болтами и гайками. Они необходимы для того чтобы усилить болтовое соединение и предотвратить отвинчивание, уменьшить повреждения скрепляемых деталей, увеличить площадь опорной поверхности, где это необходимо.

— Рис.1 Шайба плоская ГОСТ 11371-78.
Одним из самых распространенных видов плоских, круглых шайб является ГОСТ 11371-78 (Рис.1).
Шайба ГОСТ 11371-78 бывает в двух исполнениях (Рис.2). При первом типе исполнения класс точности используют А и С (Класс А – 140HV, Класс С – 100HV), а при втором – А (Класс А – 140HV).
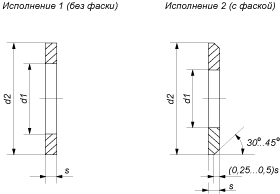
Рис.2 Шайба плоская ГОСТ 11371-78 исполнение 1,2.
При подсчете веса стальных шайб используют таблицы размеров и веса шайб.
Таблица 1
Размеры и вес плоских шайб ГОСТ 11371-78.
Обработка нержавеющих и жаропрочных сталей
Нержавеющим называют сплав, который способен длительное время противостоять воздействию химически активной среды, это могут быть и неблагоприятные атмосферные условия, и кислотная или щелочная среда в химическом производстве. В последнее время во многих узлах, машинах и механизмах углеродистые марки стали применяются все реже, а и их постепенно вытесняют элементы из специальных сталей. Связано это с тем, что обычная сталь имеет определенный порог — предел, выше которого становится невозможным её использование в условиях возрастающих нагрузок, например, при высоких температурах, давлении или же в присутствии агрессивных сред. В этом случае, их с успехом заменяют жаропрочные и стойкие нержавеющие стали и легированные сплавы с эксклюзивными свойствами, которые будут хорошо работать там, где обычная сталь не справится.
Достоинства нержавеющих сталей
Жаропрочность. Жаропрочным называют материал, который может выдержать воздействие высоких температур, не теряя при этом своей механической прочности. Жаропрочные стали еще относят и у группе дисперсионно твердеющих, с выделением легирующего элемента, отличного от основы стали, в мелкодисперсной форме, и его распределение по всему объему металла. Жаростойкость характеризует материал, который не теряет коррозионной стойкости при нагревании. Сочетанием этих качеств обладают легированные коррозионностойкие стали. Высокая прочность и вязкость данным материалов относит их к классу труднообрабатываемых, что особенно проявляется при резании, снятием стружки. Для этого требуется специальный инструмент, режим резания, подбор СОЖ, и решение др. немаловажных деталей.
При сравнении физико-механических качеств легированной стали и обычной было выяснено, что такие показатели, как предел прочности при растяжении, твердость у них примерно равны. Но у легированных и обычных сталей совпадают только механические показатели, тогда как другие качества могут существенно отличаться, особенно это касается микроструктуры, коррозионной стойкости, а также способности упрочняться при механическом воздействии. Вспомним диаграмму растяжения — сжатия, хорошо известную из курса сопромата. Диаграмма начинается с участка упругой деформации, когда материал, после снятия нагрузки возвращается в исходное состояние, не деформируясь. Увеличение нагрузки приводит в зону, так называемой «текучести» когда материал начинает деформироваться без значительного роста приложенной силы. На графике это практически горизонтальная линия. После чего наступает резкое упрочнение — и для дальнейшей деформации приходится значительно увеличивать силу воздействия. Тот же самый процесс происходит и при обработке металлов резанием, только в поверхностном слое металла — это связано с изменениями к кристаллической решетки под действием механической нагрузки. При обработке обычной стали такое тоже характерно, но упрочнение легированных сталей выражено гораздо сильнее. И не стоит забывать различия в таких качествах, как теплопроводность, температура плавления и др., которые также оказывают значительное влияние на процесс обработки.
Обработка резанием
Итак, при обработке резанием, показатели упрочнения легированной стали достаточно высоки, что требует приложения значительных сил. Кроме того, большинство легированных сталей, особенно это касается жаропрочных, весьма пластичны, что также затрудняет обработку резанием. Показатель пластичности определяется отношением условного предела текучести, к пределу прочности. Чем меньше соотношение, тем материал пластичнее, тем он, более упрочняется при механической нагрузке. А нержавеющие стали относятся к высокопластичным. Кроме того, есть еще одна сторона пластичности, так называемая «вязкость» материала. При обработке легированной стали на токарном станке стружка не ломается, как например, при обработке углеродистых сталей той же твердости, а вьётся длинной лентой. Это причиняет массу неудобств и осложняет ее обработку в автоматическом режиме.
Вторая особенность легированной стали при обработке резанием — малая теплопроводность, что приводит к повышению температур в рабочей зоне, и требует оптимального подбора охлаждающей жидкости, которая кроме эффективного удаления тепла, должна облегчать резку и предотвращать наклеп. Наклеп возникает на рабочей кромке режущей пластины, приводит к изменению геометрии резца, и в конечном итоге — к его досрочному выходу из строя. Как правило, при обработке легированных жаропрочных сталей не рекомендуются высокие скорости обработки — это приводит к удорожанию детали. Решить эту проблему можно, используя специальные режущие пластины, предназначенные исключительно для легированных сталей и специальные СОЖ.
Третья особенность — сохранение прочности и твердости под воздействием высоких температур. Это особенно характерно для жаропрочных марок сталей, что, в сочетании с наклёпом приводит к ускоренному износу режущего инструмента и не позволяет использовать высокие обороты.
Четвертое — наличие в составе стали твердого раствора второй фазы с чрезвычайно твердыми интерметаллическими и карбидными соединениями, которые, несмотря на свои микроскопические размеры, действуют на поверхность режущего инструмента, как абразивный материал. Инструмент стачивается и тупится намного быстрее, что приводит к необходимости его частой переточки и правке геометрии режущих кромок. Как показывает практика, коэффициент трения, при обработке легированных сталей на порядок больше, чем при обработке обычных углеродистых сталей.
Пятое. Низкая виброустойчивость возникает по причине неравномерности процессов упрочнения детали по мере резания — поскольку процесс пластической деформации при обработке протекает по-разному, вначале и в середине обработки. Если обрабатывается небольшая по размерам деталь, то в принципе, этим явлением можно и пренебречь. Когда же речь идет об обработке длинной детали — например — вала, то тут уже могут быть сложности.
Все эти явления требуют особого подхода к обработке легированных сталей резанием, особенно, если обработка идет в полностью автоматическом режиме — например, на автоматах продольного точения и станках с ЧПУ с автоматической подачей прутка. Как можно снизить влияние ‘негативных факторов — рассмотрим на примере токарной обработки — как наиболее распространенной. Токарная обработка подразумевает снятие слоя припуска в виде стружки с вращающейся вокруг своей оси детали. Движение резца в данном случае происходит по двум координатам в горизонтальной плоскости. Под воздействием сил резания происходит частичное смещение кристаллической решетки — возникает наклеп — поверхностное упрочнение. При этом значительная часть энергии трения инструмента переходит в тепловую. а как мы помним — материал имеет низкую теплопроводность. Поверхность детали неравномерно нагревается, возникает вибрация, вследствие чего негативное действие перечисленных факторов усугубляется.
Чтобы инструмент не так быстро тупился, можно уменьшить слой снимаемого припуска и подачу инструмента, а также повысить обороты шпинделя. В результате поверхность будет получаться с боле высоким классом шероховатости. Неплохо зарекомендовали себя способы обработки легированных сталей с применением кислоты — это позволяет снизить степень возникновения таких явлений, как ускоренный износ инструмента, и наклеп, однако, это чрезвычайно негативно сказывается на токарном оборудовании и самом токаре. Оптимизация обработки легированных сталей — это прежде всего, оптимальный подбор режущего инструмента, повышенной стойкости, выбор оптимальных режимов резания, и правильный выбор СОЖ и ее оптимальная подача.
Твердый сплав Т30К4, Т15К6, ВК3 обладают высокой твердостью и устойчивостью к износу. Износостойкие напайки Т5К7, Т5К110 — более вязки, но менее износостойкие. И, наконец, ВК6А, ВК8 отличаются пониженной износостойкостью, но повышенной вязкостью — они хорошо зарекомендовали себя при ударных нагрузках.
Твердосплавные пластина с покрытием — TiC
Они отличаются высокой износоустойчивостью. Существенное влияние на режущие свойства твердосплавных пластин оказывают различные способы обработки таких материалов — например, азотирование и цианирование. Покрытие кубическим нитридом бора — достаточно дорогое, но обладающее поистине уникальными свойствами — такое покрытие многократно повышает твердость инструмента, его стойкость и износоустойчивость.
Обработка жаропрочных сталей
Применяются такие марки твердых сплавов как р14Ф4, Р10К5Ф5, Р9Ф5, Р9К9. Буква Р — в обозначении указывает на принадлежность данного твердого сплава к быстрорежущим. В такие сплавы добавляют кобальт и ванадий, что существенно повышает механическую стойкость режущего инструмента. Применение быстрорежущий сплавов позволяет существенно ускорить обработку легированных сталей, сократить расход инструмента. Но у таких сплавов есть и слабое место — они боятся перегрева. Если при обработке стали инструментом с такой режущей пластиной произойдет перебой с подачей СОЖ — то инструмент в подавляющем большинстве случаев приходит в негодность и его приходится либо утилизировать, либо напаивать новую пластину.
Это одно из условий обработки легированных сталей. СОЖ необходимы, прежде всего, для предотвращения преждевременного износа инструмента, улучшения характеристик резания, получения более качественной поверхности обрабатываемой детали и повышение точности обработки. Для каждого типа обрабатываемой стали, вида режущей пластины, подбирается своя охлаждающая жидкость, способ ее подачи в область резания.
Наиболее эффективным считается такой метод, который способствует максимальному отводу тепла из зоны резания. Тут хорошо себя зарекомендовали — высоконапорная подача СОЖ преимущественно на заднюю поверхность рабочей пластины режущего инструмента, распыление СОЖ и — достаточно редко встречающееся, в основном на оборонных предприятиях — охлаждение углекислотой.
Выбор способа охлаждения
Зависит от условий обработки и технологических возможностей оборудования. Наиболее распространено высоконапорное охлаждение — оно может применяться при токарной обработке, фрезерной многоинструментальной, при шлифовании, и др. Такой способ характерен для многих производителей оборудования, как отечественных, так и зарубежных. Жидкость подаётся распылением точно в область резания. При соприкосновении с нагретым металлом она быстро испаряется, забирая тепло и эффективно охлаждая рабочую поверхность. К недостатку описанного метода можно отнести высокие потери СОЖ. Применение данного метода позволяет увеличить период стойкости инструмента почти в 6 раз — естественно это отражается на стоимости детали в конечном итоге.
Более эффективным является одновременная подача СОЖ в область резания и в область образования стружки, однако, технически это не всегда бывает возможно — может потребовать доработок технологического оборудования. Данный способ охлаждения подходит для среднесерийного и мелкосерийного производства.
Самый эффективный, сточки зрения отвода тепла из зоны обработки, является конечно же охлаждение углекислотой, при котором температура в области резания составляет порядка минус 79 °C. Однако данный способ наиболее дорогостоящий, применим только в единичном производстве. Используется, как правило, в оборонной промышленности, при изготовлении небольших партий высокоточных и ответственных деталей, которые изготавливаются из легированных сталей со специальными свойствами.
Основные требования к обработке
Для обработки легированных сталей сам станок и система СПИД (станок — приспособление — инструмент — деталь) должны обладать рядом качеств. Это, прежде всего повышенная жесткость всей системы. Ведь легированные стали при обработке способны вызвать вибрацию, которая передается всей системе. При низкой жесткости системы СПИД это может привести к браку и повышенному износу инструмента. Во-вторых, система должна быть рассчитана на значительные механические нагрузки, возникающие в процессе обработки — а они намного выше, чем при обработке черных металлов. Третье — минимальные люфты в узлах и механизмах металлообрабатывающего оборудования.
Электродвигатель должен иметь значительный запас прочности, поскольку обработка легированных сталей предполагает повышенные нагрузки. По этой же причине необходимо перед началом обработки стали проверить состояние клиноременной передачи, состояния ремней и самих шкивов. Приспособления и инструменты должны быть по возможности максимально жесткими и короткими, чтобы уменьшить влияние сил резания на конечный результат.
Оптимизировать обработку легированных сталей, можно за счет использования ультразвуковых колебаний, слабых токов, предварительного подогрева деталей — но эти способы все слишком дороги, требуют специального дополнительного оборудования и редко применяются. Чаще всего на практике используются специальные кислоты. Иногда опытные токари используют самый обычный лук, а вернее его сок, который, как это ни удивительно, заметно улучшает чистоту поверхности детали, облегчает процесс резания и увеличивает срок службы инструмента.
На складе ООО «Электровек-сталь» в наличии разнообразный ассортимент нержавеющего проката. Мы ценим время своих клиентов, поэтому всегда готовы помочь с оптимальным выбором. К вашим услугам опытные менеджеры-консультанты. Качество продукции гарантируется строгим соблюдением норм производства. Сроки выполнения заказов минимальные. Оптовые покупатели получают льготные скидки.
Листы алюминиевые рифленые: виды, применение, ГОСТ
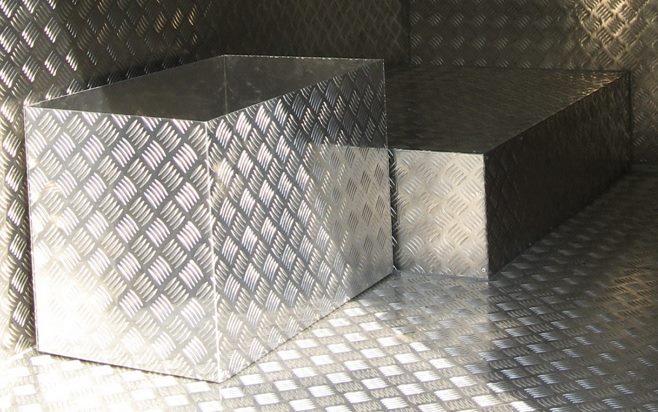
Лист алюминиевый рифленый, отличающийся не только фактурой своей поверхности, на которой специально сформированы выпуклости определенной конфигурации, но и небольшим весом, в последнее время завоевывает все большую популярность. Такой материал активно используют не только строительные организации, но и дизайнеры, создавая с его помощью конструкции различного назначения.

Лист рифленный алюминиевый применяется для изготовления декоративных, противоскользящих и облицовочных покрытий
Требования стандарта
Алюминиевый листовой прокат с рифленым профилем поперечного сечения, как указано в ГОСТ 21631-76, выпускается в виде изделий прямоугольной формы, на которые специально нанесены выступы, расположенные под углом друг к другу и формирующие определенный рисунок. Такие выступы, как и очень незначительный вес листового алюминия, как раз и являются наиболее значимыми особенностями такого материала.
Ознакомиться с требованиями ГОСТ к листовому алюминию можно, скачав документ в формате pdf по ссылке ниже.
Выступы, формируемые на поверхности алюминиевого листа, называются рифлями. Рифленая поверхность состоит из групп рядом расположенных выступов, образующихся из различного количества рифлей. Так, лист, рифленая поверхность которого сформирована из групп выступов, в каждой из которых содержится по пять рифлей, – это алюминиевый лист квинтет, две рифли – дуэт, одна – даймонд. Различить листы с различным типом рифления несложно, для этого достаточно взглянуть даже на фото изделия.
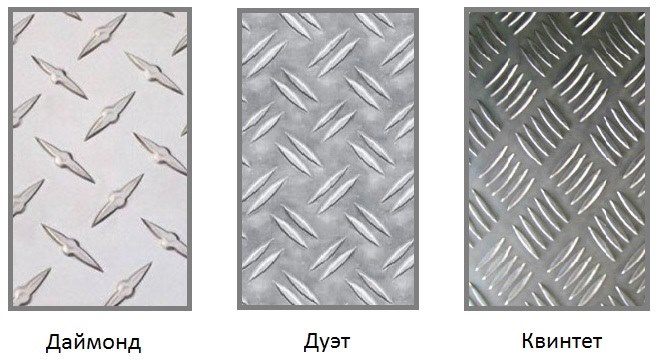
Типы рифления алюминиевого листа
ГОСТ оговаривает основные геометрические параметры рифленых алюминиевых листов:
- длина готовых листов – 200–600 см;
- ширина листовых изделий – 100–150 см;
- толщина алюминиевого листового проката – 1,5–4 мм (следует иметь в виду, что данный параметр не включает высоту, на которую над листом возвышаются рифления).
Рассчитывают вес одного погонного метра рифленого листа из алюминия по специальной формуле. Необходимо знать следующие геометрические параметры такого изделия: максимальный и минимальный размеры листа по его толщине и ширине и плотность сплава, из которого такой лист изготовлен. В положениях ГОСТа приводится следующая методика определения веса одного погонного метра листов рифленого алюминиевого проката разного типа.
- Наибольшее и наименьшее значения толщины листа складывают между собой, а итог делят на два.
- Рассчитывают среднюю ширину листа, для чего складывают минимальное и максимальное значения данного параметра и полученную сумму также делят на два.
- Затем, чтобы определить средний объем одного погонного метра листа рифленого алюминия, полученные значения перемножают.
- Результат такого перемножения необходимо умножить на плотность алюминиевого сплава, из которого произведен рассматриваемый лист, а затем разделить на 1000.
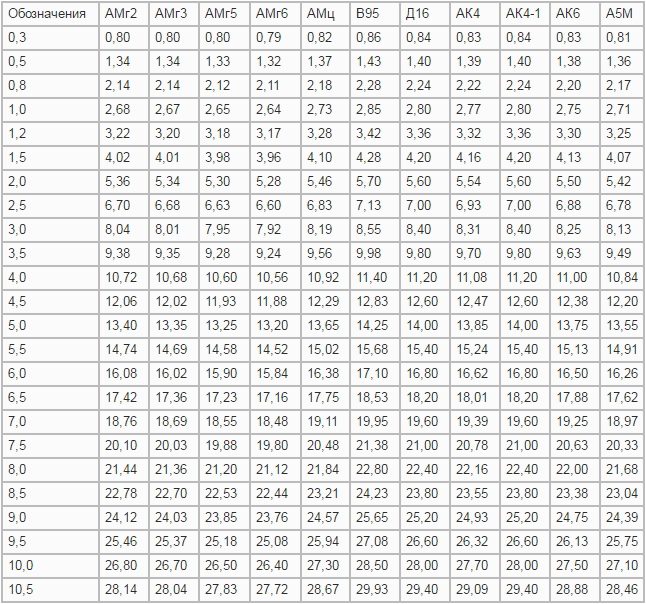
Ориентировочный вес 1 м2 алюминиевого листа
В том случае, если необходимо рассчитать вес рифленых алюминиевых листов, изготовленных из сплавов марок В95, В95-1 и В95-2, в формуле учитывают плотность материала, равную 2,85 г/см3. При расчете массы рифленых алюминиевых листов из материала других марок используют следующие переводные коэффициенты:
- 0,947 – для сплавов марки АВ;
- 0,937 – АМг3;
- 0,926 – АМг6;
- 0,94 – АМг2;
- 0,95 – АМг5;
- 0,954–0,982 – Д1, Д12 и Д16;
- 0,97 – АКМ;
- 0,958 – АМц, АМцС и ММ;
- 0,972 – 1915.
Все вышеуказанные показатели переводных коэффициентов оговариваются положениями ГОСТ 21631-76, ссылка на который представлена выше.
Практичность листового алюминия, как правило, находит применение в сугубо утилитарных целях
Методы производства
Алюминиевые листы, имеющие рифленый профиль поперечного сечения, производятся с использованием горячей или холодной прокатки. При этом листы с рифлением, толщина которых составляет 3–4 мм, делают методом горячей прокатки, а изделия с меньшей толщиной – по холодной технологии.
Все подобные изделия вне зависимости от того, какой тип рифления необходимо нанести на их поверхность, производятся по следующей технологической схеме.
- Из алюминиевого сплава делают достаточно массивные слитки, вес которых составляет 2–3 тонны.
- Со слитками осуществляются различные подготовительные операции.
- Полученные заготовки подвергают горячей прокатке, за которой в случае необходимости может следовать холодная.
- Потом рифленые листы подвергают термической обработке и отделочным операциям, технология выполнения которых зависит преимущественно от того, какой тип алюминиевого сплава был использован для их изготовления.
Отличное подробнейшее видео обо всех нюансах производства листового алюминиевого проката.
Согласно техническим условиям (ТУ), для определенных типов алюминиевых рифленых листов могут использоваться дополнительные технологические операции. В частности, специально разработаны технические условия для производства алюминиевых листов, на поверхность которых наносится рифление «чечевица». Определить тип такого рифления достаточно просто даже по фото: его элементы имеют выраженную ромбовидную конфигурацию.
Для производства алюминиевых листов с рифлением чаще всего используют следующие марки сплавов данного металла: АМц и АМг. Предпочтение данных сплавов в качестве материала для листов с рифлением связано с их высокой устойчивостью к коррозии, что позволяет успешно использовать изделия из них в тех случаях, когда они подвергаются воздействию повышенной влажности и других агрессивных сред.
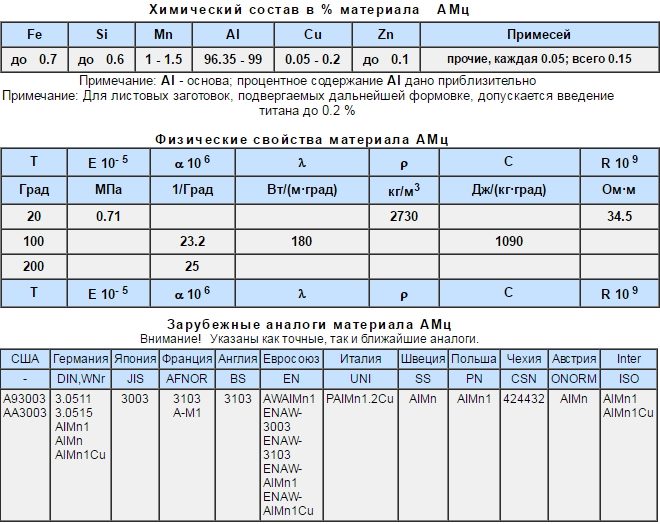
Характеристики алюминиевого деформируемого сплава марки АМц
Дополнительными преимуществами использования алюминиевых сплавов, относящихся к категории АМц, являются:
- хорошая пластичность, что значительно облегчает обработку таких материалов методами пластической деформации;
- хорошая свариваемость, обеспечиваемая использованием электродов из алюминия;
- небольшой вес;
- достойные механические характеристики.
Между тем следует иметь в виду, что алюминиевые сплавы, содержащие в своем составе марганец, нельзя подвергать термической обработке, которая бы могла улучшить их механические свойства. Изделия из этих сплавов подвергают такой технологической операции, как нагартовка, которая, хотя и уменьшает пластичность материала, но позволяет значительно увеличить его твердость.
Сферы применения
Высокая популярность, которой обладают алюминиевые листы с различными типами рифления, объясняется целым перечнем их характеристик. Сюда следует отнести:
- привлекательный внешний вид, на что можно обратить внимание даже при просмотре фото таких изделий;
- исключительно высокую устойчивость к образованию и развитию коррозионных процессов;
- незначительный вес в пересчете на м2;
- исключительные противоскользящие характеристики благодаря высокой шероховатости;
- высокую экологическую безопасность (алюминий не выделяет в атмосферу никаких вредных примесей);
- длительный период эксплуатации без потери первоначальных характеристик;
- способность эксплуатироваться даже в самых сложных условиях.

Вариант отделки алюминием торцов подиума на автозаправочной станции
Благодаря таким качествам рифленых листов из алюминия, как высокая шероховатость и невосприимчивость к воздействию негативных факторов внешней среды, их активно используют при производстве морских и речных судов. Такими листами застилают поверхности, по которым перемещаются члены экипажа и пассажиры, а также полы судовых помещений, в которых транспортируются грузы.
Автомобилестроительная промышленность – это еще одна сфера, в которой рифленые листы, изготовленные из алюминия, нашли широкое применение. Они, в частности, используются для обустройства полов и ступеней общественного транспорта, которые эксплуатируются в сложных условиях и должны обеспечивать антискользящий эффект в любых ситуациях. Благодаря исключительной декоративности рифленого алюминия его применяют в оригинальном тюнинге микроавтобусов и внедорожников, с помощью таких листов укрепляют капоты и боковые части автомобилей, работающих в сложных условиях.

Алюминиевая «рифленка» – излюбленный материал для тюннинга у автолюбителей
Данный материал одинаково успешно может эксплуатироваться как в закрытых помещениях, так и на улице, поэтому он активно используется в строительной сфере. Так, алюминиевые листы с рифлением применяют для:
- отделки фасадов зданий и строений различного назначения;
- обустройства подземных переходов, лестниц и мостиков, рабочие поверхности которых должны отличаться антискользящим эффектом;
- монтажа дорожных ограждений;
- изготовления билбордов.
Исключительные декоративные характеристики рифленых листов, изготовленных из алюминия, позволяют современным дизайнерам активно использовать их для оформления таких элементов, как:
- внутренние колонны;
- стеновые перегородки;
- подвесные потолки;
- экраны радиаторов отопления.
С помощью рифленых алюминиевых листов оформляют современные интерьеры в стилях хай-тек, минимализм, лофт, техно и авангард.

Вырезать из алюминиевого листа заготовку нужной формы легко даже в домашних условиях
Из рифленых листов, изготовленных из алюминия, уже традиционно производят такие изделия, как:
- мебельные столешницы;
- стеллажи различного назначения;
- стенды;
- оборудование, используемое в сфере торговли;
- конструкции для оснащения предприятий пищевой и химической промышленности.
Большую роль в популярности рифленых алюминиевых листов играет простота их обработки. Для того чтобы изготовить из такого листа изделие требуемой конфигурации, нет необходимости использовать специальное оборудование и услуги высококвалифицированного персонала. Даже в условиях домашних мастерских, оснащенных минимальным набором оборудования, из алюминия можно успешно создавать конструкции требуемого размера и конфигурации.





Оставить комментарий