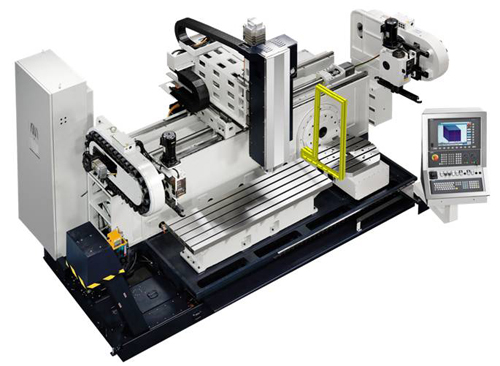
Токарный станок с ЧПУ по металлу
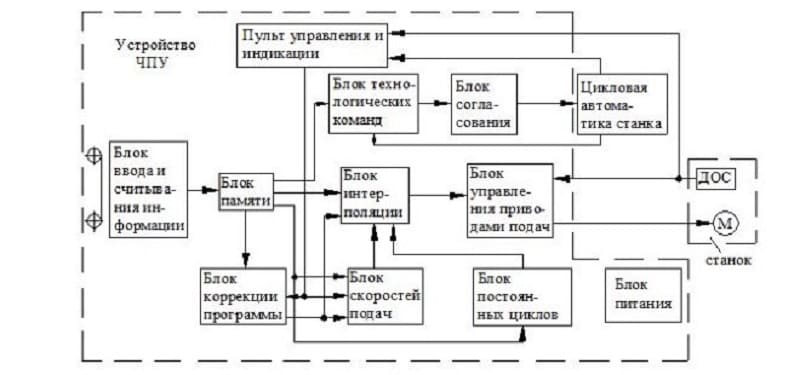
Основные требования, предъявляемые к современному металлорежущему оборудованию — это скорость запуска в производство, точность изготовления и быстрая переналадка на выпуск другого изделия. Всеми этими качествами обладает токарный станок с ЧПУ. Его главные достоинства — точность, высокая производительность, возможность многооперационной механообработки за одну установку и скорость переналадки. А применение системы ЧПУ (англ. CNC) с цифровым управлением электроприводами позволяет выполнять все действия по изготовлению изделия без участия станочника-оператора. По существующей классификации он относится к металлорежущим установкам, но по факту станок по обработке металла — универсальный и может обрабатывать множество других материалов.

Назначение
Технологические особенности токарного оборудования позволяют выполнять на нем лишь некоторые виды механообработки. Поэтому его применяют при изготовлении изделий с цилиндрическими, сферическими и коническими поверхностями, используя при этом обработку точением, а также операции с применением сверл, метчиков, зенкеров и разверток. Точение является основным видом токарных работ и имеет следующие разновидности:
- наружное обтачивание;
- внутренняя расточка;
- подрезка торцов;
- прорезка канавок;
- отрезка.
Многофункциональные токарные центры имеют дополнительный фрезерный шпиндель, который позволяет выполнять все виды фрезерных работ. Универсальный токарный станок с ЧПУ по металлу также может оснащаться съемной фрезерной головкой. Чаще всего такие дополнительные механизмы используют на устройствах небольшого размера, примером которых является настольный токарный станок с ЧПУ.
Основные группы изделий, изготавливаемые токаркой — это валы, втулки, плоские тела вращения, части корпусов, фланцы редукторов и эксцентрики. Для крупносерийного изготовления простых деталей применяют прутковые автоматы или специализированные установки. А основное назначение токарных станков с программным управлением — единичное и мелкосерийное производства изделий повышенной сложности.
Конструктивные особенности
Независимо от технических характеристик в состав токарных установок входит примерно один и тот же набор узлов и агрегатов:
- Станина. Это сварная или литая конструкция для размещения всех остальных механизмов. Она устанавливается на виброопоры или крепится анкерными болтами к бетонному полу цеха. На станине монтируется передняя бабка и горизонтальные направляющие.
- Передняя бабка. Внутри нее находится главный привод, коробка скоростей и шпиндель. Для зажима заготовки используется кулачковый патрон или планшайба, которые крепят на конец шпинделя.
- Задняя бабка. Расположена на продольных направляющих напротив передней бабки. Предназначена для фиксации второго конца заготовок или закрепления инструмента для работы с цилиндрическими и коническими отверстиями.
- Суппорт. Служит для позиционирования резца или поворотной инструментальной головки. В его состав входят каретка, поперечные салазки, верхние салазки, резцедержатель и механизм, обеспечивающий перемещение этих устройств.
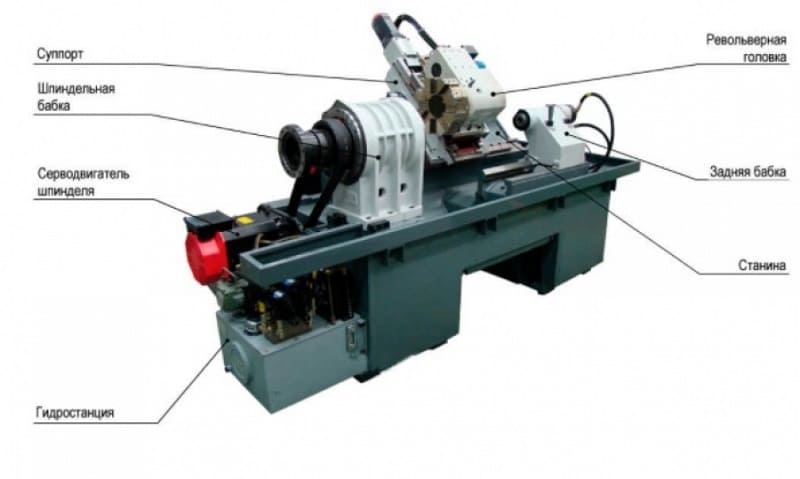
Конструкция токарного станка с ЧПУ
Эти агрегаты дополняют устройства регулировки вращения главного привода и скорости перемещения режущего инструмента. При ручном механическом управлении — это коробка скоростей и коробка подач, а также гитара — сменный набор шестерен для изменения скорости подачи или шага резьбы. В современных установках вместо механических приводов применяют раздельные электроприводы (главный, отдельных осей, дополнительных устройств) с цифровым управлением.
Токарное оборудование комплектуется различными вспомогательными устройствами. Самые распространенные из них — это системы подачи СОЖ и транспортеры стружкоудаления.
Система СОЖ орошает рабочую зону смазочно-охлаждающей жидкостью (СОЖ), которая охлаждает обрабатываемый металл и инструмент, а также улучшает условия резания. Транспортеры стружкоудаления отводят металлическую стружку из рабочей зоны и доставляют ее в накопительные контейнеры.
Главное отличие механообработки с использованием ЧПУ от выполнения технологических операций в ручном режиме — это не только программное управление перемещениями и режимами резания, но и полная автоматизация всех вспомогательных операций. Конструкция токарного станка с ЧПУ позволяет управлять не только позиционированием и работой инструмента, но и такими вспомогательными действиями, как:
- зажим заготовки;
- позиционирование револьверной головки;
- включение и выключение системы охлаждения;
- управление транспортером стружкоудаления;
- блокировка и разблокировка защитного ограждения.
При разработке CNC-программ применяют программное обеспечение, которое позволяет генерировать последовательность команд для вычисления траектории резца на основании чертежа в электронном формате DXF. Технологу-программисту остается только задать параметры режущей кромки и режимы резания. Большинство современных систем ЧПУ отображают такие чертежи на своем экране, что очень удобно для корректировки программы при ее отладке или пробном изготовлении детали.
Принцип работы
Технология токарной обработки включает в себя основные и вспомогательные операции. Первые — это сама металлообработка, а вторые — все, что связано с подготовкой и завершением цикла обработки заготовки. В общем виде их последовательность при точении одной поверхности детали выглядит так:
- Базирование заготовки. Выполняется ее загрузка, центровка, необходимые измерения и фиксация зажимными приспособлениями.
- Размещение оснастки. При необходимости устанавливается оснастка и приспособления, используемые в процессе работы.
- Выбор и фиксация резца. Согласно технологической карте отбирается соответствующий резец и устанавливается в резцедержатель или поворотную инструментальную головку.
- Запуск вращения шпинделя. Задается скорость вращения и включается главный привод.
- Позиционирование в исходную точку. Резец выводится в точку начала резания и устанавливается на заданном расстоянии от поверхности
- Включение подачи. Включается поперечное перемещения резца, которое по достижении заданной глубины точения переключается на продольное.
- Рабочий проход. Выполняется проход на заданной глубине со снятием металлической стружки.
- Отвод резца. По достижении конца обрабатываемой поверхности продольное перемещение переключается на поперечное, и резец отводится от поверхности.
- Новое позиционирование. Резец отводится в исходное положение (или позиционируется для нового прохода).
- Измерение. Замеряется геометрия обработанной поверхности.
- Снятие детали. Расфиксация детали и снятие ее вручную или с использованием грузоподъемных механизмов.
На основании параметров технологического процесса технолог рассчитывает нормы вспомогательного и основного времени. С учетом этих данных определяются экономические показатели изготовления изделия. Автоматизированная механообработка намного сокращает трудозатраты на единицу продукции и увеличивает коэффициент загрузки оборудования.

Токарные работы на станке с ЧПУ
При токарной обработке с ЧПУ станок выполняет почти все действия по заданной программе, а участие станочника-оператора требуется только при установке и снятии детали и проверке инструмента, а также замере готового изделия (иногда это делается автоматически). Значительное сокращение вспомогательного времени во много раз повышает экономическую эффективность механообработки. Поэтому все современное токарное оборудование с ЧПУ имеет в своем составе:
- быстрозажимную оснастку для закрепления заготовки;
- револьверные головки с программным позиционированием;
- цифровые электроприводы главного привода и всех осей перемещения;
- программно-управляемые вспомогательные устройства.
Некоторые виды оборудования с автоматизированным управлением могут иметь в своем составе приводной инструмент, противошпиндели, фрезерные и шлифовальные шпиндели, а также устройства для автоматического замера деталей.
Такое оборудование тоже называется «токарным», поскольку в его основе лежит традиционная компоновка. Но на самом деле это уже обрабатывающие центры широкого профиля.
Виды токарных станков с ЧПУ
Токарное оборудование с ЧПУ классифицируются по тем же показателям, что и станки с ручным управлением:
- ориентация направляющих;
- класс точности (пять типов);
- масса (четыре типа);
- степень специализации (универсальные, специализированные и специальные).
Кроме того, существует технологическая классификация токарных станков с ЧПУ, основанная на компоновке узлов и агрегатов. В этом случае выделяют пять основных групп:
- Горизонтальные токарно-револьверные. Самая распространенная группа оборудования с программным управлением. Выпускаются во множестве типоразмеров и модификаций.
- Токарно-лобовые станки с ЧПУ. Не имеют задней бабки, а размер планшайбы может достигать нескольких метров. Применяются при работе с крупноразмерными изделиями типа обечаек.
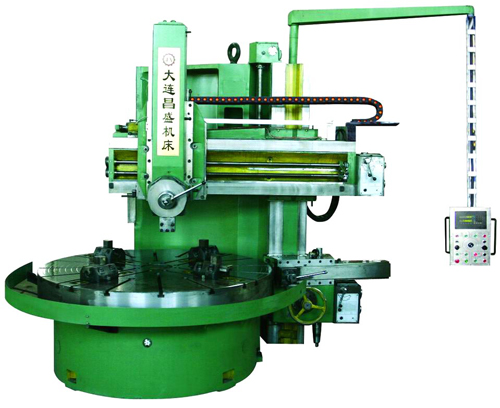
- Токарно-карусельные. Планшайба расположена горизонтально, а ее размер может достигать 10-12 метров. Установки с планшайбой более двух метров, как правило, имеют два вертикальных суппорта.
- Многошпиндельные. При работе с заготовками используется шпиндельный блок, состоящий из нескольких (обычно 4-6) одновременно вращающихся шпинделей, и такое же количество неподвижных суппортов с разными резцами. Поворотом блока каждая заготовка подводится к очередному суппорту и таким образом за один оборот на ней выполняется четыре-шесть различных видов резания.
- Токарно-фрезерные обрабатывающие центры. Многофункциональное оборудование, способное выполнять за одну установку детали весь спектр операций по механообработке.
Отдельная группа в составе токарного оборудования — это малогабаритные станки, которые используются в профессионально-технических учебных заведениях, небольших мастерских, лабораториях и домашними умельцами.
Мини токарный станок ЧПУ по металлу может выполнять все те же операции, что и промышленные установки, но только с меньшими по размеру деталями. Обычно они оснащены системой CNC со стандартным языком программирования G-code, которая управляет перемещением суппорта, а также оборотами главного и вспомогательного привода. Настольный токарный станок с ЧПУ может оснащаться сменной фрезерно-сверлильной головкой, что значительно расширяет область его применения.
Программирование токарного оборудования
Система ЧПУ токарного станка управляет обработкой детали в соответствии с программой, составленной технологом-программистом. Эти программы пишутся на языке G-code (стандарт RS274), разработанном специально для установок, управляемых с помощью числового программного управления.
Программа на G-code состоит из последовательных нумерованных блоков, называемых кадрами. Каждый такой блок содержит набор команд, на основании которых совершается элементарное технологическое действие, например, позиционирование резца в исходную точку или его движение с определенной подачей и оборотами вглубь металла. Перемещение режущей кромки по заданной программе производится в инкрементной системе координат. Это означает, что координаты каждой последующей точки указываются в виде приращения к координатам предыдущей позиции инструмента. И только выход на исходное положение задается в начале программы в абсолютных координатах.

Программирование станков с ЧПУ
Язык G-code включает в себя две группы: G-команды и M-команды.
Первая группа — это подготовительные команды, которые задают:
- систему координат и рабочую плоскость;
- точку начала координат;
- тип движения (ускоренное, рабочее);
- вид траектории движения (линейное, круговое);
- координаты позиционирования;
- значение подачи и оборотов шпинделя;
- переход к сверлению и нарезанию резьбы;
- значение коррекции инструмента (по радиусу и по длине).
Группа M-команд — это вспомогательные команды. Они управляют электромеханическими и гидравлическими устройствами, а также выполнят служебные функции внутри программы. Чаще всего применяют следующие M-команды:
- включение шпинделя и задание ему направления вращения;
- остановка вращения шпинделя;
- автоматическая смена инструмента (поворот инструментальной головки);
- ручная смена инструмента;
- включение и выключение подачи СОЖ.
Принцип числового программного управления токарным станком
В отличие от фрезерных, в токарных станках вращается не инструмент, а заготовка. Поэтому программирование для их систем CNC имеет некоторые особенности. Во-первых, перемещение в радиальном направлении задается по оси X, а в продольном — по оси Z. Во-вторых, при составлении программ ЧПУ параметры задаются в миллиметрах на оборот, а не в миллиметрах в секунду, как при операциях фрезерования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Токарный станок – классификация и разновидности агрегатов
Токарный станок наших дней способен выполнять немало операций металлообработки, но чаще всего на нем обрабатывают внутренние и наружные поверхности различных форм – конических, цилиндрических, фасонных.
1 История токарного станка
Принято считать, что самое первое токарное устройство человек изобрел еще в середине 600 годов до нашей эры. Его конструкция была простейшей, но вполне эффективной: два рабочих центра монтировали соосно друг с другом, зажимали между ними костяные либо деревянные изделия, и начинали вручную их вращать. «Оператор» древнего станка при этом ручным резцом придавал заданную конфигурацию обрабатываемой заготовке.
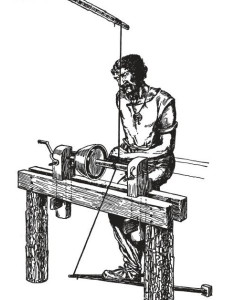
Позже изделия перестали вращать руками. Для этих целей начали использовать тетиву лука, которую в виде петли набрасывали на изделие. А уже в 14 столетии появились более сложные агрегаты с ножным приводом для выполнения все еще элементарных токарных операций. Такой привод имел упругую деревянную жердь, которую прикрепляли к установке консольно. К педали привязывали веревку, а другой ее конец крепили к обрабатываемой детали.
Веревка натягивалась тогда, когда человек нажимал на педаль, изделие вращалось (на два либо на один оборот), а жердь сгибалась. После этого с педали убирали ногу, веревка устремлялась вверх, а деталь вращалась на те же самые два или один оборот в другую сторону. Конструкция была достаточно простой и позволяла сравнительно качественно выполнять токарную обработку заготовок, а также техническое обслуживание токарного приспособления.
Уже в самом начале 16 столетия на токарных станках можно было производить обработку объективно сложных заготовок, благодаря введению в конструкцию агрегатов люнета и центров из стали. Правда, металлические детали на станках тех лет обрабатывать было нельзя из-за малой мощности их привода.
В 1710-х годах россиянин Андрей Нартов создал агрегат с суппортом механического типа. Именно это техническое изобретение, по сути, дало толчок дальнейшему развитию металлорежущего оборудования. Уже к середине 18 столетия во Франции появился агрегат, чьи технические возможности делали его практически универсальным. А к концу века французы порадовали мир и станком специального типа, на котором осуществлялась нарезка винтов.
Первым же по-настоящему универсальным агрегатом признан станок Генри Модсли образца 1794 года. Именно он и стал базой для всего последующего токарного оборудования. Кстати, предприятие Модсли самым первым начало изготавливать комплекты плашек и метчиков, с помощью коих на станках выполнялась операция нарезания резьбы. После этого универсальный токарный станок стал не мечтой, а реальностью.
Процесс автоматизации токарных агрегатов стартовал в 19 веке. Пионерами здесь являлись уже американские инженеры. Они ввели в конструкцию станков разнообразные элементы автоматики, а затем придумали и револьверный агрегат, на базе коего впоследствии создавались станки типа «автомат» (их назначение мы опишем ниже). Самый первый токарный автомат универсального типа – это станок Спенсера, представленный в 1973 году.
2 Типы и виды токарных станков
По принятой в России классификации, которая осталась от времен СССР, токарные станки по металлу причисляются к первой группе металлорежущего оборудования. В этой группе существуют следующие типы токарных станков:
- полуавтомат и автомат одношпиндельный;
- полуавтомат и автомат многошпиндельный;
- револьверный;
- отрезной;
- карусельный;
- лобовой и винторезный;
- полировальный и многорезцовый;
- специализированный (автомат и обычный);
- специальный.

Тот или иной станок токарной группы может иметь одну из пяти степеней точности:
- С – особую;
- В – высокую;
- Н – нормальную;
- А – особо высокую;
- П – повышенную.
Зная классификацию токарных станков, можно с первого взгляда определить, к какому типу относится определенный агрегат, и понять его основное назначение. В маркировке его модели имеется:
- единица, стоящая на первом месте, которая говорит о том, что перед нами именно токарное оборудование;
- вторая цифра, определяющая тип агрегата;
- третья цифра и четвертая (некоторые модели не имеют четвертой цифры), указывающая на главный параметр (размерный) установки, под коим понимают в большинстве случаев высоту центров.
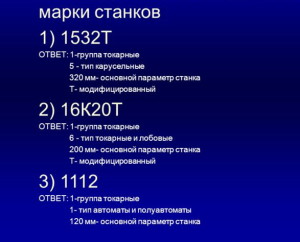
В кодировке конкретной модели могут присутствовать и буквы, которые обозначают особенности конструкции агрегата (автомат, специальный, базовый и пр.), уровень его точности, вариант модификации, наличие на оборудовании числового программного комплекса. Если перед вами, например, станок 1И611П, можно понять, что это токарно-винторезный агрегат (буква «И») повышенной степени точности (буква «П») с высотой центров 110 миллиметров. Таким образом, можно просто увидеть фото установки с указанием ее маркировки, чтобы все стало понятным.
3 Краткое описание самых распространенных видов токарных агрегатов и их фото
Штучные заготовки и изделия из прутков обрабатываются на токарно-револьверных установках. Указанные заготовки и прутки располагают не одной, а несколькими поверхностями, поэтому для их обработки требуется производить многоинструментальную настройку станка. Она становится возможной именно за счет наличия револьверной головки, на которой предусмотрено два и более гнезда для размещения рабочего инструмента в державках. Обслуживание револьверных установок сравнительно сложное, но его функциональность того стоит. Некоторые модели токарно-револьверных агрегатов – 1Е316П, 1Г340ПЦ, 1П371, 1А341.
Токарно-карусельные станки (модели 1550, 1541, 1Л532, 1512 и другие) используются для работы с тяжелыми изделиями относительно небольшой длины с крупными диаметрами (маховики, колеса зубчатого типа и так далее). На этом оборудовании изначально можно осуществлять растачивание и точение, прорезать канавки, обрабатывать торцы деталей. Если же снабдить такие токарные станки по металлу дополнительными приспособлениями, можно будет сказать, что они превратятся в универсальные, ведь на них станет доступным нарезание резьбы, шлифование металла, фрезерование и многие иные процедуры.

Токарный многошпиндельный автомат (например, 1П365, 1Б140) применяется при серийной обработке точных и сложных заготовок из труб, а также из шестигранного, круглого, квадратного калиброванного проката, полученного по холоднокатаной технологии. Он имеет повышенную жесткость конструкции и мощный привод, что гарантирует отличную производительность. При этом его обслуживание мало чем отличается от технической «заботы» об обычном токарном станке. Любой современный автомат с несколькими шпинделями способен производить нарезание и накатывание резьбы, растачивание, фасонное и черновое обтачивание и другие операции.
Чаще всего применяемыми по праву считаются токарно-винторезные станки. Практически любой подобный агрегат – это универсальный токарный станок, дающий возможность выполнять весь спектр токарных операций. Модели таких установок (16Б16А, 16П16П, 16К50, 16К20 и другие) можно встретить на любом производственном предприятии. Конструктивно каждый универсальный токарный станок имеет одну и ту же компоновку, которая лишь незначительно отличается у разных агрегатов. Другими словами, он состоит из идентичных узлов.

Для выпуска мелких серийных изделий из профилей (фасонных) и калиброванного прутка в наши дни чаще всего используется токарный автомат, предназначенный для выполнения операций точения в продольном направлении. Данное оборудование оптимально для обработки самых разных металлов. Автомат (любые его модели) легко справится и со сверхтвердыми стальными композициями, и с податливой медью. Как правило, его применяют при массовом производстве. Токарные станки по металлу для продольного точения в настоящее время поставляются на российский рынок зарубежными компаниями (корейскими, японскими), есть в продаже и отечественные агрегаты (1М10ДА и другие).
4 Конструкция токарного станка и фото его отдельных частей
Практически все токарные станки по металлу имеют ряд основных частей вне зависимости от конкретной модели агрегата. К таковым компонентам относят:
- Станину. Она предназначена для установки всех элементов оборудования.
- Фартук. В нем происходит модификация движения валика либо рабочего винта в движение суппорта (по своей сути оно является поступательным).
- Шпиндельную бабку. Токарные станки по металлу обязательно имеют шпиндель и коробку скоростей (они также считаются основными компонентами агрегата), которые размещаются в шпиндельной бабке.
- Суппорт. Данный узел позволяет, во-первых, зафиксировать инструмент для обработки детали, а во-вторых, придать ему требуемые движения подачи. На суппорте находится нижняя каретка (некоторые модели оборудования имеют несколько кареток) и верхняя (на ней монтируется резцедержатель).
- Коробку подач. Важный элемент станка, его назначение состоит в том, чтобы передавать при помощи ходового валика или ходового винта движение на суппорт.
- Электрическое оборудование. Все модели токарных агрегатов снабжаются электродвигателями (их мощность, конечно же, бывает разной), а также специальными элементами и органами для управления электрооборудованием.
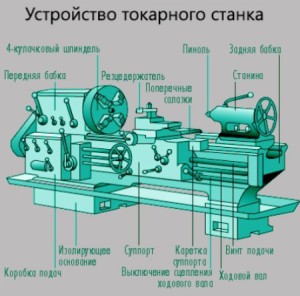
Также в конструкции любого токарного станка имеются тумбы. Они позволяют устанавливать изделие, подвергающееся тому или иному виду металлообработки, а также базовые механизмы на высоту, удобную для оператора станка. На фото конкретного агрегата, который вас интересует, видны все без исключения его основные узлы, а техническое описание станка исчерпывающе рассказывает о функциях каждого узла.

Унификация элементов токарных установок позволяет эффективно и без лишних затрат времени выполнять их техническое обслуживание и ремонт. Если техник знает, из чего состоит станок, он легко определит его возможные неисправности и проведет требуемые мероприятия, направленные на восстановление работоспособности оборудования.
5 Правила техники безопасности при работе на токарном станке
Перед тем, как приступить к эксплуатации агрегата, токарь должен:
- Надеть и застегнуть на все пуговицы полагающуюся ему специальную одежду.
- Провести осмотр технического состояния станка. Если оборудованию требуется специализированное обслуживание (например, замечены серьезные неисправности), следует вызвать техника или наладчика. В тех случаях, когда установленные неисправности можно устранить своими силами, токарю разрешается выполнить несложные технические операции самостоятельно.
- Получить техзадание на выполнение работ (чертежи, фото и т.д.), изучить его особенности.
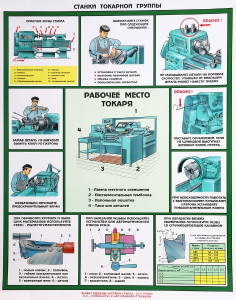
Обратите внимание! Если замечены неисправности ограждения различных узлов и вращающихся механизмов станочного оборудования, приступать к работе категорически запрещается.
Виды токарных станков по металлу
Прежде чем рассмотреть все существующие виды токарных станков по металлу, несколько слов о том, как выглядит «среднестатистический» аппарат данного типа. Как правило, основными узлами выступают следующие:
- станина — главный конструкционный узел. Это основа, на которой закреплены остальные рабочие части;
- фартук — еще один важнейший элемент, помогающий трансформировать переданное движение в поступательное;
- передняя и задняя бабка — в первом случае мы говорим об узле, внутри которого расположен шпиндель и коробка скоростей, во втором — о подвижной части станка, благодаря которой происходит закрепление заготовки;
- суппорт — сообщает поступательное движение инструменту, при помощи которого ведется обработка (резцу). Состоит из каретки. Перемещается по отношению к оси оборудования либо перпендикулярно, либо параллельно.
К слову, коробка передач (или скоростей) — механизм, который отвечает за передачу энергии движения к суппорту от шпинделя, используя при этом валик или винт (ходовой).
А теперь перейдем непосредственно к видам токарных станков по металлу, благодаря которым многие машины и механизмы работают, облегчая жизнь человека.
Токарно-винторезный
Главная особенность этого оборудования заключается в том, что пиноль задней бабки имеет ход. Соответственно, его можно оснастить патроном для сверления отверстий.

В результате возможность вытачивания изделий всевозможных профилей, выполнения канавок и углублений, дополняется не только означенной функцией, но и функцией нарезание резьб (как внутренних, так и внешних).
Токарно-винторезные модели наиболее востребованы в приборостроении, инструментальном производстве, при создании часов. Они способны работать с заготовками не только из черных металлов, но и цветных.
Оснастка устройства данного класса включает помимо резцов метчики, сверла, развертки, плашки.
Токарно-фрезерный
Представители этой группы считаются универсальными, так как позволяют вести обработку изделий из дерева, цветного и черного металлов, пластмасс.

Уже из самого названия очевидно, что они сочетают в себе сразу два устройства — фрезерное и токарное, что самым непосредственным образом отражается на их функционале. В частности, станки применяются для:
- накладывания фасок;
- нарезания резьб;
- выборки галтелей;
- выполнения точения (проходного) различных элементов;
- вырезки пазов (прямых и криволинейных);
- сверления отверстий на поверхностях (наружных).
Главными преимуществами считаются компактные размеры (одной универсальное устройство занимает меньше места в мастерской, чем два узкоспециализированных) и доступность в плане стоимости (при прочих равных условиях выгоднее, то есть, дешевле, приобрести один станок, чем два).
Особые разновидности
Кроме перечисленных широко применяются токарно-карусельное и токарно-револьверное оборудование, а также высокотехнологичные управляющие центры с числовым программным управлением.

Первое необходимо для обработки заготовки, имеющих сверхкрупные габариты (от двух метров и более), вторые позволяют создавать из калиброванного прутка всевозможные детали, третьи — техника, характеризующаяся высокой точностью выполняемых работ и соответствующим качеством продукции, а также минимальным участием человека в производственном процессе.
Фасонный резец
Вы здесь
Оглавление
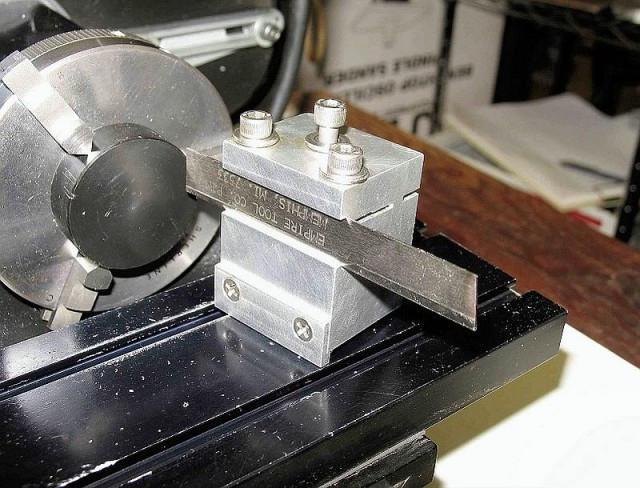
Фасонный резец является весьма нестандартным инструментом для токарных станков. Они используются для обработки тех деталей, которые имеют довольно сложную структуру и форму образующей. Если сравнивать со стандартными инструментами, то фасонные резцы могут обеспечить большую идентичность формы и точные размеры изготавливаемой детали. Эти параметры зависят от того, насколько точно изготовлен инструмент.
Современные изделия обеспечивают высокую производительность, что обусловлено необходимостью в увеличении объемов производства в токарном деле. Одновременная обработка нескольких участков фасонного профиля помогает сэкономить массу машинного времени. В основном, фасонные резцы по металлу изготавливаются по специальному индивидуальному проекту, который предназначается для конкретной детали. Данные изделия являются дорогостоящими и их применение оправданно только в серийном производстве.

фото:фасонный токарный резец
Резцы токарные фасонные выпускаются согласно ГОСТу 18875-73. Встречаются не только индивидуальные изделия, но и те, которые рассчитаны на изготовление самых распространенных деталей. Как правило, для них подбираются самые качественные материалы, так как замена будет достаточно сложной и нужно максимально продлить срок службы.
Виды фасонных резцов
Фасонный токарный резец может иметь различные отличия в своих параметрах, в зависимости от обрабатываемых заготовок, с которыми он работает. Исходя из этого, выделяют несколько основных разновидностей:
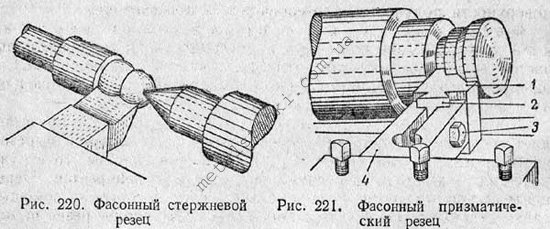
- Стержневые резцы – их используют для работы с короткими фасонными поверхностями. У данного типа весьма малая высота рабочей части, так что это становится причиной для наличия главного недостатка — малого количества переточек.
- Призматические – в данном виде имеется большое количество переточек, так что с их помощью обрабатываются более сложные поверхности фасонного типа. Фасонный резец базируется и крепится при помощи специального держателя и крепления «Ласточкин хвост». Но с помощью данного инструмента невозможно обрабатывать внутренние фасонные поверхности.
- Круглые – могут служить для работы как с наружными, так и внутренними поверхностями заготовки. Они являются весьма технологичными, так что по количество переточек превосходят все остальные виды. Для их закрепления также требуется специальный резцедержатель, а базировка происходит по торцу и отверстию.
Помимо этого фасонный резец классифицируется по следующим параметрам:
- Форма;
- Направление подачи (радиальная или тангенциальная);
- По расположению установочной базы и отверстия;
- По конструкции.
Основные размеры
Геометрические параметры
Фасонный резец во многом отличается от других инструментов данного типа, не говоря уже о том, что многие из них остаются единственными в своем роде. По этой причине геометрия здесь получается самой разнообразной. Остаются прежними основные углы, такие как:
- Угол заострения;
- Главный передний угол;
- Главный задний угол;
- Угол резания.
В зависимости от требуемой детали, параметры этого угла могут иметь огромное отличие. Для выточки некоторых особенностей конструкции могут применяться углы, которых нет в стандартных схемах, поэтому, единой классификации по данному вопросу создать нельзя, но можно придерживаться правил, которые помогут получить качественный и надежный инструмент.
Выбор фасонного резца
При выборе переднего угла стоит обращать внимание на то, с каким материалом здесь будет вестись работа. В основном, это пределы от 0 до 25 градусов. Соотношение твердости и величины угла подбирается в прямой пропорции. Задний угол определяется формой инструмента и его типом. Дело в том, то чем выше задний угол, тем слабее режущая кромка, так что ее нельзя будет использовать для работы с толстыми заготовками. Для круглого резца не рекомендуется задавать большой задний угол. В таких изделиях он не должен превышать 10-15 градусов, так как в ином случае его применение будет не безопасным. Фасонный резец другого вида может иметь и больший угол, но в целом он берется не больше 30 градусов. Иногда используется нестандартная установка изделия на станок, что изменяет соотношение и фасонный резец приобретает дополнительные свойства.
Выбор углов очень важен при подборе и проектировании изделия и это является одним из самых сложных моментов. Материалы, как правило, подбираются как можно более плотные. Когда обработка совершается в нескольких точках подряд, то это создает большое сопротивление заготовки, так что на режущих кромках повышается температура. Чтобы ликвидировать негативные явления, следует выбирать фасонный резец из твердосплавных материалов.
Режимы резания при использовании фасонного резца
Тангенциальные инструменты могут обрабатывать заготовку различными режущими кромками, входящими в их состав. Порой режущая часть выбирается произвольно, так, чтобы вторая кромка, которая находится глубже первой, не доставала до заготовки. Иногда, для обработки всех деталей по одному шаблону, инструмент фиксируют в одном положении и делают продольные или поперечные.
Радиальные резцы имеют вращательное движение подачи. В данном случае, режущая кромка описывает поверхность заготовки при вращении. Это помогает создавать более сложные формы и делать обработку по всей поверхности с различной глубиной.
Маркировка
Маркировка деталей практически полностью совпадает с тем, какой металл используется для создания режущей части, ведь именно она больше всего задействована в работе. К примеру, если изделие относится к твердосплавной титановольфрамовой группе и имеют маркировку Т15К6, то это можно расшифровать, как 15%-ное содержание карбида титана и 6%-ное содержание кобальта.
Производители
- Черниговский инструментальный завод (Чернигов, Украина);
- Топромеханика (Томск, Россия);
- Укрметиз;
- Киржачский инструментальный завод (Екатеринбург, Россия).
Выбирайте и заказывайте металлопрокат на металлопрокат.org.
Токарные станки по металлу: обзор, описание, характеристики, виды и отзывы. Токарный станок по металлу своими руками
Токарные станки по металлу предназначены для обработки заготовок с целью получения изделий, используемых в машиностроении и строительстве, производстве инструментов и т. д. Видов современного оборудования этого типа существует несколько. И все они отличаются высокой производительностью и надежностью.
Какие марки существуют
Оборудование этого типа представлено на современном отечественном рынке довольно-таки широко. Марок его существует множество. В качестве примера можно привести такие токарные станки по металлу, как:
- «Калибр».
- «Универсал».
- Jet (Китай).

Конструктивные особенности
От станков по дереву этот вид оборудования отличается прежде всего наличием резцедержателя. Этот элемент делает работу с металлическими деталями максимально удобной. Ведь удержать инструмент, предназначенный для обработки заготовки, руками, как при использовании станка по дереву, в данном случае, из-за жесткости материала и сильной нагрузки, попросту невозможно.
Основные элементами конструкции станка по металлу являются:
- Станина. На нее крепятся все рабочие узлы и детали.
- Передняя бабка. Внутри этого узла располагается шпиндель.
- Задняя бабка с пинолью. Эта часть станка подвижна и служит для закрепления обрабатываемой детали.
- Суппорт. Этот элемент используется для сообщения резцу поступательного движения при работе.
- Фартук. Трансформирует в поступательное переданное движение.
- Электромотор с приводным ремнем.
- Коробка скоростей. Отвечает за передачу движения от суппорта к шпинделю посредством винта или валика.

Как видите, конструкция у этого оборудования довольно-таки сложная. Поэтому, к примеру, собрать токарный станок по металлу своими руками не слишком просто.
Как работает оборудование
Функционируют токарные станки по металлу по довольно-таки простому принципу. В задней бабке закрепляются режущие инструменты. При включении станка она начинает двигаться по направляющим станины и останавливается в нужном для обработки детали месте. В процессе работы каретка суппорта также перемещается, но вдоль детали. Находится она между бабками.
Резец во время точения может располагаться или вдоль оси детали, или под небольшим углом к ней. В этом случае при работе станка изделие приобретает цилиндрическую или коническую форму. Также резец может располагаться перпендикулярно оси детали. Такая обработка называется поперечной.
Виды оборудования
Классифицируются токарные станки по металлу на два основных типа:
- Токарно-винторезные. Отличительной особенностью оборудования этой разновидности является то, что пиноль задней бабки имеет ход. Поэтому такие станки могут оснащаться патроном для сверления отверстий. На станках этого типа можно нарезать резьбу, как внутреннюю, так и внешнюю. Используются они в основном в приборостроении, при работе с черными и цветными металлами.
- Токарно-фрезерные. Это оборудование является универсальным. На станках этого типа можно выполнять обработку заготовок не только из цветных и черных металлов, но и из пластмассы и дерева. Применяется это оборудование для вырезки пазов, снятия фасок, сверления отверстий, нарезания резьбы т. д.

Оборудование особого назначения
Помимо двух основных, существует еще две дополнительных разновидности токарных станков по металлу:
- Токарно-карусельные. Используется это оборудование для обработки деталей, имеющих большие размеры и вес.
- Токарно-револьверные. Такие станки позволяют изготавливать разного рода изделия из прутка.
В последнее время на промышленных предприятиях очень часто используется также высокоточное производительное оборудование с ЧПУ. С использованием таких станков можно изготавливать максимально качественные и геометрически выверенные изделия.
Помимо всего прочего, различаться оборудование этого типа может и по месту установки. Существуют не только габаритные, монтируемые иногда даже и на фундамент модели. Очень популярным и востребованным является также настольный токарный станок по металлу. Конструкцию он имеет точно такую же, как и обычный, но при этом занимает меньше места и стоит дешевле.
Режущие инструменты
Настольный токарный станок по металлу, так же как и обычный, должен использоваться с применением только качественных и надежных резцов. Для обработки металлических заготовок или прутка могут использоваться рабочие инструменты разных видов. Подбираются они в зависимости от типа выполняемых операций. Так, к примеру, обдирочные резцы используют для черновой обработки детали. После их применения на заготовке остаются заметные следы. Чистовые резцы используются для придания поверхности изделия гладкости. Существуют также подрезные, расточные, резьбовые инструменты и т. д.
Состоят резцы для токарного станка по металлу из двух частей. Головка является основным элементом, отвечающим за обработку детали. Стержень служит для надежного закрепления резца.
Изготавливаются рабочие инструменты токарных станков из быстрорежущих или углеродистых сталей, а также из термокорундов и твердых сплавов. Последние две разновидности материалов в последнее время используются чаще всего.
Отзывы о марках станков
Надежное и производительное оборудование этого типа позволяет сделать производство более рентабельным и облегчает работу токаря. Любые же недостатки могут стать причиной снижения качеств производимых деталей. Неплохие отзывы заслужили, к примеру, отечественные станки «Универсал». Специалисты полагают, что они очень хорошо справляются как с токарными, так и с фрезерными работами. Определенным недостатком этого оборудования считается высокая стоимость. Китайские Jet хвалят за небольшие габариты, универсальность и отсутствие люфтов. Однако, как считают многие, такой токарный станок по металлу для дома подойдет очень неплохо, а вот использовать его даже на небольшом производстве не стоит. Серьезных нагрузок это китайское оборудование, по мнению специалистов, перенести не сможет.
Довольно-таки неплохими, надежными и удобными в работе считаются и станки «Корвет». Но при этом к их недостаткам относят шумность и не слишком большой ресурс двигателя. В особенности же хорошие отзывы специалистов заслужили старые отечественные модели, разработанные еще советскими инженерами.

Самодельный токарный станок по металлу: как собрать
Изготовить это оборудование самостоятельно сложно. Однако при наличии определенных умений можно собрать вполне рабочую и даже очень производительную модель. Узлы и детали для нее можно приобрести в магазине, а в некоторых случаях и изготовить своими руками.
Собирается самодельный токарный станок по металлу примерно так:
- Передняя бабка с установленным шпинделем закрепляется на ходовой трубе.
- Собирается рама станка.
- На ней устанавливается передняя бабка.
- Монтируется ходовая труба.
- Устанавливаются задняя бабка и опорная планка.
- Собирается суппорт.
- Монтируются ходовая гайка и ходовой винт.

Заканчивают собирать токарный станок по металлу (своими руками это сделать вполне возможно) окрашиванием металлических деталей. Перед началом работы оборудование крепят на столе или верстаке. Шпиндель смазывается жидкой смазкой, а направляющие и пиноль — консистентной.





Оставить комментарий