Как правильно заточить сверло по металлу своими руками
У домашнего мастера всегда в деле и под рукой инструмент: дрель или перфоратор. Но сверла быстро стираются, затупляются. В результате их приходится выбрасывать и искать в магазинах новые. Но настоящий хозяин побережет свое время и постарается самостоятельно разобраться, как правильно заточить сверло по металлу и какие для этого потребуются приспособления.

Какие бывают сверла
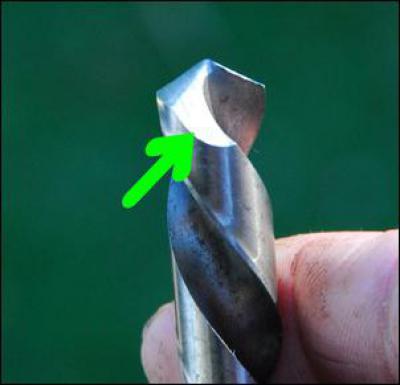
Они различаются по металлу и диаметру. Их характеристики зависят от их предназначения для обработки конкретных видов материала: для дерева, камня, металла. Последний вид легче всего поддается заточке в домашних условиях. Остановимся на нем. У каждого сверла есть 2 задние поверхности, придающие кончику инструмента коническую форму, и 2 режущие кромки. Если его поставить на горизонтально расположенную шайбу, то режущие кромки будут ее касаться, а находящаяся за ними часть — отставать от них. Она расположена под определенным углом, который и называют «задним». Сбег ориентировочно должен составлять на каждый заворот 0,2 мм. Все это нужно знать, если вы собираетесь заточить сверло по металлу собственными руками, например, организовав рабочее место в гараже. Ведь при обработке инструменту нужно придать правильную форму.
Как организовать рабочее место
Вам потребуется точильный круг. Но можно обойтись и без него. Например, приспособить электроинструмент: шлифовальную машинку с вращающимся диском или электродрель. Главное, установить его на верстаке и хорошо закрепить. При заточке меняется качество металла (он теряет ковкость), и сверло нагревается. Чтобы этого избежать, рядом нужно установить баночку с водой. В нее придется периодически погружать обрабатываемый инструмент. Можно использовать вместо воды машинное масло. Перед тем как затачивать сверла по металлу, надо позаботиться о том, чтобы избежать травм. Глаза надо защитить специальными очками, они предохранят от попадания стружки и крошек.

Заточка
Начиная обрабатывать инструмент, необходимо помнить, что он должен находиться под одним и тем же углом. Прижимать сверло к точильному кругу надо плотно. Процесс заточки на электронаждаке состоит из нескольких этапов. Вначале формируется кончик сверла, затем – режущая кромка, и в завершение выполняется заточка задней поверхности. В идеале после обработки задняя часть должна иметь форму конуса, а режущая кромка — обрести идеальный угол.
Когда основная часть работы выполнена, приходит черед доводки. О том, как правильно заточить сверло по металлу, сможет поведать мастер-профессионал. Его можно позвать в наставники. Если вы хотите самостоятельно освоить это дело, тогда начинайте экспериментировать со сломанных, затупленных инструментов. В результате обработки образуется перемычка. У сверл с диаметром до семи миллиметров ее длина должна составлять от 0,5 до 0,7 миллиметров. У более крупных она может быть от одного до полутора миллиметров. Если у сверла большой диаметр, то у него надо снимать грани на хвостовике. Они испытывают большое сопротивление резанию. Для этого нужно очень точно разметить окружность инструмента на три части. Теперь по ним нужно очень осторожно снять металл на равную глубину.

Обработка перемычки
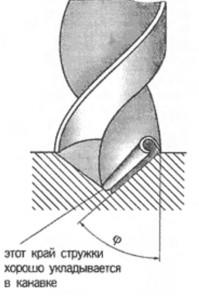
Еще один важный момент: необходимо знать, как правильно заточить сверло по металлу и обработать перемычку. Чаще всего в домашних условиях на шлифовальном станке сложно добиться желаемого результата. Ленточка нужна для того, чтобы уменьшить нагрузку на дрель, увеличить скорость и точность сверления. Процесс в целом состоит в следующем. Подточку перемычки и задней грани делают на крае круга, на медленной скорости. Сверло должно касаться точила на короткое время. Затем его надо отвести в сторону, перевернуть на сто восемьдесят градусов, вновь прижать к кругу. Периодически, если металл будет накаляться, обрабатываемый инструмент надо окунать в воду, чтобы он не потерял эластичности. Если использовать мокрый абразивный брусок, то риск испортить сверло значительно снижается.
Проверка заточки
После завершения процесса надо проверить качество проделанной работы, симметричность заточки. Для того чтобы убедиться, насколько правильная заточка сверла по металлу была проведена, можно вооружиться лупой или воспользоваться дрелью. В нее надо вставить обработанный инструмент и поднести фломастер к режущей кромке. Затем выключить дрель и проверить, где остался след на сверле. Если одна сторона будет испачкана больше другой, то ее и нужно подточить. Второй способ – ручной дрелью сверлить пластик. С той стороны, где пойдет больше стружки, грань у сверла больше. Ее и нужно доработать. После того как правильно заточить сверло по металлу вам удастся, вы получите инструмент с восстановленными рабочими качествами. Чтобы сохранить их на более длительный период, потребуется коробочка. Во избежание их повреждения, ударов друг об друга или об иные предметы их надо заворачивать в промасленную ткань или обвязывать резинкой.
Как правильно наточить сверло по металлу?
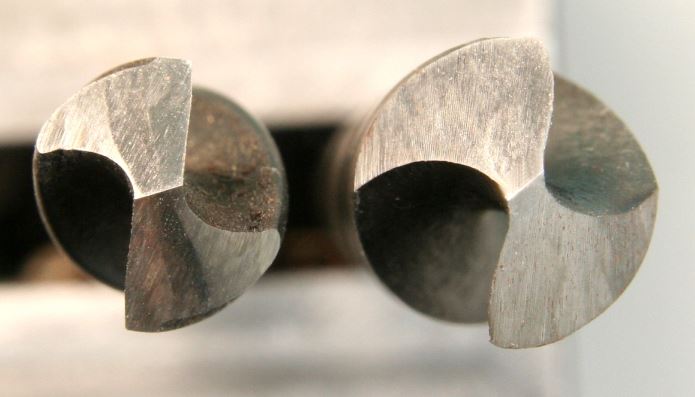
Если нужно сверлить древесину, то об остроте сверла можно не думать, так как подобное изделие может несколько лет использоваться без заточки. Однако когда нужно сверлить металл, то на остроту сверла следует обратить особое внимание. Следует понимать, что металл может сверлиться исключительно острым приспособлением. Чтобы ощутить разницу, можно взять новое изделие.
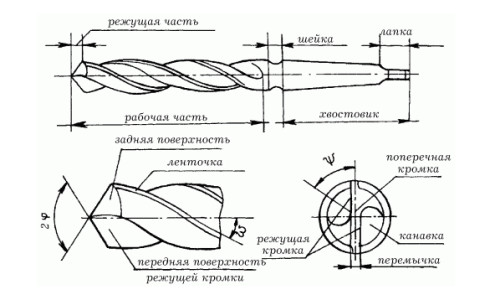
Схема устройства сверла по металлу.
С каждой минутой сверло погружается в заготовку все медленнее, при этом на него нужно будет с каждым разом больше давить. Скорость затупления данного приспособления будет зависеть от оборотов, охлаждения и других показателей. Если планируется произвести большой объем работы, то нужно будет купить достаточно большое количество сверл, что не всегда удобно. Чтобы этого избежать, нужно научиться правильно затачивать сверло по металлу.
Как правильно заточить спиральные сверла?
На периферии приспособления скорость резания будет минимальной, при этом режущие кромки будут нагреваться максимально. Обеспечить отвод тепла от угла кромки для резки достаточно сложно. Поэтому приспособление начинает затупляться с угла, после чего по всей режущей кромке. После этого начнет истираться задняя часть, на которой могут появиться штрихи и риски, идущие от кромки для резки. В процессе износа риски будут сливаться в единую полосу вдоль кромки. Риска будет сужаться к центральной части изделия. Поперечная кромка для резки в процессе износа сомнется.
При затуплении сверло начнет резко скрипеть. Если приспособление своевременно не заострить, будет выделяться достаточно большое количество тепла, в результате чего конструкция износится довольно быстро.
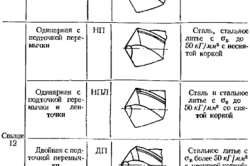
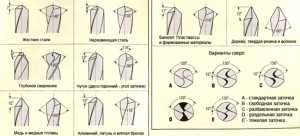
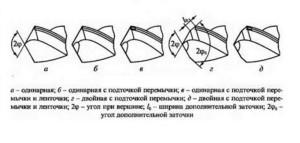
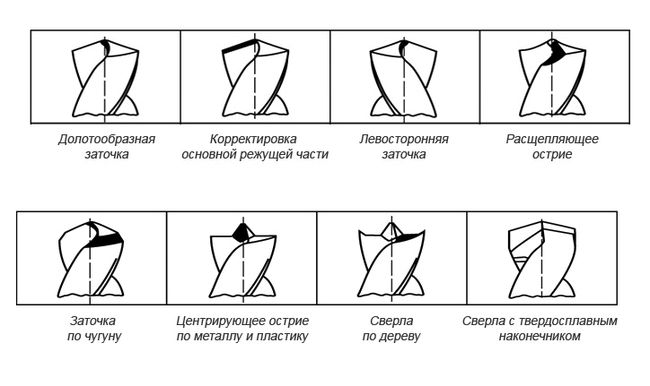
Рисунок 1. Таблица форм заточки сверл.
Для облегчения контроля геометрии сверла понадобится выполнить шаблон. При помощи подобного приспособления можно будет проверить, где надо дополнительно снять металл. Чтобы соблюдать симметрию, следует попытаться выполнять заточку всех участков с одинаковой силой нажима.
Элементы, которые будут нужны:
- круги для шлифования;
- втулки;
- вода;
- сода;
- алюминиевые, медные или стальные листы.
Существующие способы заточки
Точить изделие правильно по задним граням. Все зубцы должны быть заточены одинаково, однако следует знать, что достаточно сложно произвести подобную операцию вручную. Понадобится также создать необходимую форму грани и задать задний угол. Поэтому, для того чтобы наточить конструкцию, следует использовать специальные устройства. Если есть возможность, то следует затачивать подобные приспособления на специальном оборудовании. Однако в большинстве случаев в условиях мастерских на дому такой возможности нет. Чаще всего используется обыкновенное точило.
В зависимости от того, какую форму планируется придать заднему основанию, можно использовать разные виды заточки: с одной плоскостью, с двумя плоскостями, коническую, винтовую и в форме цилиндра.
Рисунок 2. Схема контроля правильности заточки сверла шаблоном.
Если использовать первый способ, то основание пера будет выполняться в виде плоскости. Задний угол в данном случае будет равен 29-30°. Достаточно часто кромки для резки выкрашиваются. Данный метод использовать проще всего, он предназначается в основном для изделий диаметром до 3 мм.
Чтобы заточить конструкции диаметром более 3 мм, следует использовать конический способ. Чтобы понять основные особенности заточки подобным способом, следует изучить схему конического метода на устройстве с углом 118°. На рис. 1 изображается круг для шлифования и прижатое к его торцевой части кромкой для резки и задним основанием сверло.
Следует представить конус, у которого образующая направляется вдоль кромки для резки и торцевой части круга для шлифования. Угол при вершине составляет 26°. Ось конструкции будет пересекаться с осью рассматриваемого конуса под углом 45°. Если прокручивать изделие вокруг оси представленного конуса, то на задней части сверла появится коническое основание. Если ось приспособления и представленного конуса будут в единой плоскости, то задний угол составит 0°. Чтобы получить задний угол, понадобится сместить ось затачиваемого приспособления по отношению к оси рассматриваемого конуса. В большинстве случаев смещение составляет 1/15 диаметра изделия. Вращение затачиваемого приспособления по оси рассматриваемого конуса при подобном смещении сможет обеспечить заднюю грань в форме конуса, задний угол при этом составит 12-14°. При увеличении смещения будет увеличиваться задний угол. Стоит помнить, что угол вдоль кромки для резки будет меняться и увеличиваться к центральной части конструкции.
Достаточно сложно выполнить все условия, если заточка производится вручную. Изделие, которое планируется заточить, нужно взять левой рукой за рабочую поверхность, а правой рукой нужно взяться за хвост.
Процесс заточки сверла по металлу

Рисунок 3. Схема заточки сверла.
Кромкой для резки и основанием изделие нужно прижать к торцевой части круга для шлифования и, начиная от кромки для резки, неспешными движениями руки, не относя сверла от круга, нужно начать его прокручивать, создавая на задней части пера конусное основание.
Далее понадобится повторить такую же процедуру для следующего пера.
В процессе заточки рекомендуется попытаться с максимальной точностью повторить форму заднего основания, которая была после заточки в заводских условиях.
В таком случае не будут утеряны задние углы.
Другой метод, который достаточно часто используется в мастерских, заключается в следующем. Сверло нужно взять одной рукой за рабочую поверхность рядом с конусом, а другой рукой следует взять приспособление за хвост. Кромкой для резки сверло понадобится прижать к торцевой части круга для шлифования. После этого неспешными движениями другой руки, не относя изделия от камня, нужно прокрутить его вокруг оси, затачивая основание. В процессе заточки нужно попытаться сохранить при прокручивании сверла необходимый угол наклона к торцевой части круга для шлифования. Для этого лучше всего использовать втулки.
В результате подобной заточки на основаниях всех перьев будет конусное основание, заднего угла при этом не будет. В процессе работы трение заднего основания и нагрев будут увеличиваться. Возникнет трение о круг для шлифования, в результате чего инструмент будет нагреваться в процессе заточки. Это может вызвать отпуск закаленной части приспособления. Металл размягчится и потеряет твердость. Неправильное затачивание может привести лезвие приспособления в негодность.
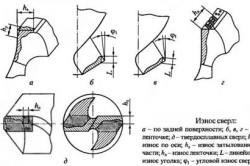
Виды износа сверл.
Следовательно, заточка должна производиться с постоянным охлаждением конструкции в воде или в растворе воды и соды. Охлаждение не понадобится производить в процессе заточки изделий из твердых сплавов. Для охлаждения не допускается использовать масло. Если по каким-то причинам изделие затачивают вручную, то:
- за один раз следует снимать небольшое количество металла;
- производить заточку нужно с минимальной скоростью движения круга для шлифования;
- конструкция не должна нагреваться так, чтобы этого не смогла терпеть рука.
Советы по заточке сверла по металлу, которые нужно знать
Инструмент должен затачиваться против движения круга для шлифования. В этом случае кромка для резки прослужит долгий период и не будет обламываться.
Для того чтобы произвести заточку, следует использовать круги для шлифования из электрокорунда, зернистость кругов должна составлять 30-40.
В производстве в большинстве случаев за заточкой следит доводка. Подобным образом основание можно сделать более гладким и убрать зазубринки небольших размеров. Сверло, которое подвергается доводке, меньше изнашивается.
Для доводки в большинстве случаев используются круги для шлифования из зеленого карбида, зернистость элементов должна быть 5-6.
При заточке достаточно важно сохранять симметричность осей сверла. Все кромки для резки должны быть прямолинейными и иметь одинаковую длину. Правильность заточки можно проверить шаблоном, который изображен на рис. 2. Подобное изделие можно сделать самостоятельно из медного, алюминиевого или стального листа толщиной примерно 1 мм. Самым надежным является стальной шаблон. С помощью шаблона можно проверить угол при вершине, длину элементов для резки, угол между перемычкой и кромкой для резки. Стоит знать, что задний угол измерить довольно сложно, потому путем использования шаблона следует определить угол заострения. Данное приспособление лучше всего изготовить перед началом эксплуатации сверла, чтобы можно было перенести необходимые углы с последнего.
Разная длина кромок для резки и их наклон к оси конструкции могут привести к неравномерной нагрузке. В таком случае конструкция достаточно быстро придет в негодность из-за износа перегруженной кромки для резки. Неправильную заточку кромок для резки можно увидеть на рис. 3.
Наточить сверло по металлу несложно, если знать технологию.
Как заточить сверло по металлу и какие углы заточки бывают?

Для создания отверстий в металлах используются спиралевидные сверла. Каким бы прочным не был материал наконечника – все равно рано или поздно инструмент потеряет остроту режущей кромки. Признаки затупления:
- при трении о заготовку раздается резкий скрип;
- стружка выходит мелкой крошкой, а не спиралью;
- во время сверления происходит сильный нагрев.
При наличии любого из этих признаков вам необходимо наточить сверло. Причем не надо дожидаться окончательного стачивания острых кромок. При работе с тупым кончиком, он раскаляется настолько, что закаленный металл «отпускается», и стремительно деградирует.
Лучше вы будете при каждой заточке уменьшать длину инструмента на 0,5-1 мм, но приспособление будет всегда острым и прослужит дольше.
Следующая крайность – выбрасывать тупой инструмент и покупать новый. Вы же не выбрасываете затупленные ножи или топор? Вот и сверла надо точить. В отличие от режущих инструментов – этот процесс регламентирован определенными нормами.
Как правильно заточить сверло, какие углы заточки существуют
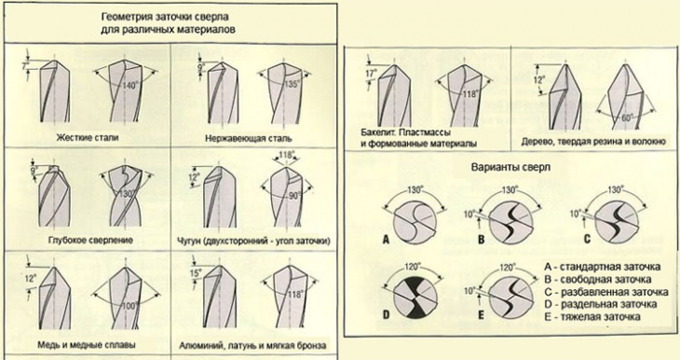
Главный угол при вершине, определяющий возможность обрабатывать разные металлы – развертка кромок наконечника.
Его величина изменяется для разных материалов.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.
Чтобы понять, как правильно точить разные углы – необходимо понять, сколько их у сверла, и где они расположены. Для примера рассмотрим компоненты рабочей части, и величины углов наконечника для обработки нержавеющей стали:
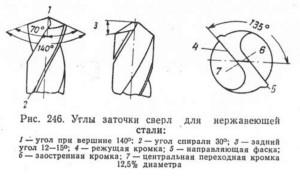
Как видите, инструмент состоит из большого числа компонентов, каждый из которых выполняет свою работу. Однако не все кромки придется затачивать вручную. Да и контролировать процесс можно по универсальному шаблону.

Сверла по металлу выглядят одинаково, за исключением специальных моделей, которые в быту не применяются.
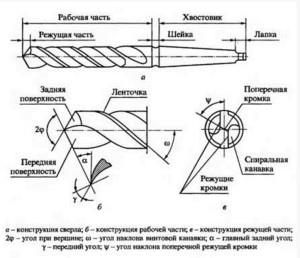
Хвостовик и шейка в обслуживании не нуждаются. Из рабочей части затачивается лишь режущая часть. Ленточка, предназначенная для формирования и отвода стружки, изготавливается на заводе. Обработать ее в домашних или даже промышленных условиях практически невозможно.
Режущая кромка состоит из задней и передней поверхностей, которые соединяются под острым углом. Именно эта кромка соскабливает стружку с заготовки, углубляясь в поверхность и формируя отверстие.
Если кромка не острая, имеет выщерблины и неровности – сверление сильно затрудняется, и происходит банальное холостое трение металла о металл.
Чем наточить сверло по металлу
В отличие от ножа или топора, простым оселком не обойтись. Для заточки потребуется абразивный круг, вращающийся со скоростью до 1500 оборотов в минуту. Самое удобное приспособление – точильный станок.
Диск должен быть мелкозернистым Величина фракции по стандартной маркировке 8H-16H. Материал наждачного круга – карбид кремния. Такие абразивы имеют характерный зеленоватый оттенок. Маркировка материала – 64С.

Опытные мастера точат руками, используя лишь подручник. Правильность углов проверяют шаблоном. Однако существует ряд приспособлений для облегчения работы и повышения точности обработки.

Выбор достаточно широк, можно подобрать станок на любой вкус и кошелек. Многие «кулибины» изготавливают приспособления самостоятельно.

Вам необходимо лишь выставить по таблице необходимый угол, закрепить сверло в стойке – и контролировать нагрев.
Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды. При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой.
Если вы работаете со сверлами в промышленных масштабах – есть смысл купить полуавтоматическую машинку для заточки. Это может быть как отдельный специализированный станок

так и насадка на электроинструмент.

В обоих случаях ваше участие в работе минимально. Качество обработки в таких приспособах идеальное, но и стоимость достаточно большая.
Не стоит отчаиваться, мудрые китайцы придумали, как точить сверла недорого и эффективно. Насадка на обычный шуруповерт справляется с работой медленно, но качественно. И ценник более чем гуманный.

И все же вернемся к традиционному ручному способу
Именно так точат сверла по металлу практически все домашние слесаря.
Перед началом работ надо определиться, каким видом заточки надо обработать рабочую часть сверла. Режущие грани точат следующими способами:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
Сначала затачивается задняя поверхность кромки. Толщина снятого материала должна быть такой, чтобы не осталось ни одного дефекта на кромке. Если на сверле присутствуют выщерблины 1-2 мм – придется укорачивать насадку на эту длину.
В ходе процесса периодически осматриваем рабочую кромку. Грани должны быть симметричными, перемычка ровной, и находиться точно посередине между рабочими кромками.

Сверла диаметром до 3 мм затачивают одноплоскостным способом. После придания правильной формы задней поверхности, сверло с помощью подручника или другого приспособления прижимается к наждаку под углом 25°-30°.
В процессе заточки сверло нельзя поворачивать и менять угол. Это необходимо для придания кромке идеально плоской формы. К тому же, при повороте может выкрошиться часть металла рабочей кромки.
Инструмент такого малого диаметра затачивается с одного подхода, поэтому перегрева бояться не следует. Охлаждать сверло в содовом растворе можно при смене плоскости заточки.
Осматриваем рабочий кончик – грани должны быть одинаковыми, иметь равный угол наклона.
Проверяем по шаблону правильность угла. Если не получилось с первого раза – дорабатывать кромку нельзя. Необходимо произвести заточку заново.
Инструмент диаметром более 4 мм затачивают коническим способом. Техника требует определенных навыков, поэтому перед обработкой ценных сверл следует потренироваться на тех, которые не жалко испортить.
[tip]СОВЕТ! Старайтесь не выбрасывать сломанные сверла. Во-первых, на них можно отрабатывать навыки заточки, во-вторых, хвостовик сломанного инструмента может быть использован в качестве выколотки или шплинта.[/tip]
Конический способ принципиально отличается от одноплоскостного. Сверло держится двумя руками (размеры крупных экземпляров это позволяют). После касания абразива режущей кромкой, сверло поворачивается по задней стороне, чтобы придать ей коническую форму.
После каждого подхода рабочая часть сверяется с шаблонами по всем трем углам.
Можно точить крупные сверла и плоскостным способом. Однако при этом способе сверло будет плохо отводить стружку из отверстия и сильно перегреваться.
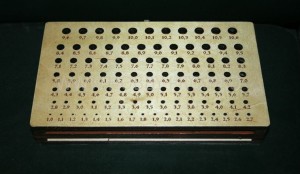
Как хранить новые и заточенные сверла

При хранении и переноске сверла не должны тереться друг о друга. Когда вы достаете инструмент из общей коробки, острые рабочие кромки тупятся об соседей. Оптимальный вариант – индивидуальные отверстия или втулки для вертикального хранения. А если подписать размеры – поиски сверла нужного диаметра не займут много времени.
Разумеется, влажность в помещении не должна приводить к коррозии.
Подробный рассказ как правильно заточить сверло смотрите в этом видео.
Как быстро и правильно заточить сверло
В домашнем хозяйстве самым востребованным электроинструментом является дрель. Используя надежного помощника можно не только высверливать практически любые отверстия, но и вырезать места под установку электромонтажных приборов, включая розетки, выключатели.
Но для этого вам обязательно понадобится набор сверл. Выпускаются сверла для работы с любыми материалами.
В процессе работы сверла тупятся и нуждаются в заточке.
Размещенный ниже материал рассказывает, как правильно заточить сверло по металлу в дополнение посмотрите видео о вариантах заточки
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла.
Кроме того, на углы заточки влияет структура материала.Но обо всем по порядку.
 Различные способы заточки
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
 Различные способы заточки под определенный материал
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания.
Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм.
Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке.
Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть.
Центровые сверла используются для центровки деталей при точении.
Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию.
Для нас же важно научиться затачивать сверла при работе по металлу, бетону.
Затачиваем сверла для работы по металлу
Для того чтобы узнать, как правильно заточить сверло по металлу, достаточно посмотреть видео о способах и углах заточки.
Чтобы произвести заточные работы, надо иметь не только заточное оборудование, но и средства защиты.
Из средств защиты надо обязательно приобрести защитные очки.
А для заточки сверла лучше всего купить заточной станок.
Несколько слов о заточном станке
Чаще всего заточной станок изготавливается на основе небольшого электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок должен быть оборудован в обязательном порядке прозрачным защитным экраном, подпятником.
В домашних условиях не следует использовать сверла диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О том, что сверлу требуется заточка, можно судить по появляющемуся характерному скрипу при сверлении, особенно в его начале. Одновременно сверло начинает сильно нагреваться, что еще больше приводит к его стиранию.
Точатся сверла на специальных заточных станках. В домашних условиях сверла можно затачивать на простом точиле с камнем, при помощи болгарки с насадкой, на наждачке.
Итак, как правильно заточить сверло по металлу?
Как затачивать сверло, определяет форма задней плоскости сверла.
Дело в том, что заточка сверла производится по задним граням.
Внимание! Правильно заточенное сверло имеет два зуба, заточенные абсолютно одинаково. Говоря о видах заточки, отметим, что их бывает несколько.
 Углы заточки
Углы заточки
Самый простой, одноплоскостной.
Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но его рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида заточки считается разрушение режущей кромки сверла в процессе работы в виде выкрашиваемости.
Второй распространенный вид заточки называется коническим.
Данный вид заточки используется для сверл диаметром свыше 3 мм. Это более сложный вид заточки.
Коническую заточку сверла сложно выполнить вручную.
Для ее выполнения, надо взять сверло в левую руку, зажав рабочую часть. Правой рукой зажимается хвостовик.
Сверло прижимается режущей кромкой к торцу заточного круга под нужным углом.
Покачивая сверло правой рукой, создайте конусную поверхность на задней грани сверла.
Внимание! Плавными и медленными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня.
Эти же действия выполните и для второй части сверла.
Внимательно следите за выдерживанием формы задней грани и углом заточки.
Для точного измерения углов заточки применяйте специальный прибор, называемый угломером.
Если измерительного прибора нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнать их величину.
Угол заточки сверла по металлу выбирается из таблицы.
Важно! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Обязательно делайте охлаждение и закалку водой.
Чтобы обеспечить требуемые углы заточки сверла, рекомендуется использовать специальные приспособления.
Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
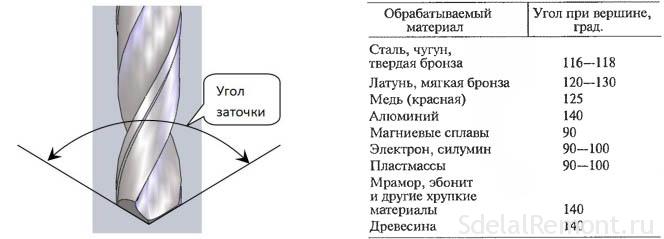 Таблица угла заточки сверла, для различных материалов
Таблица угла заточки сверла, для различных материалов
Как заточить сверло по металлу и бетону своими руками
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно. Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить сверло спиральное, а также сверло с твердыми напайками для сверления бетона.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
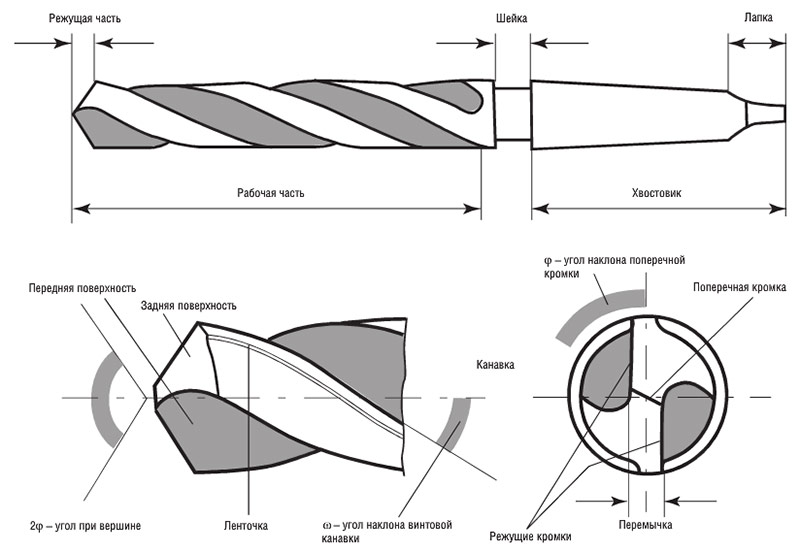 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
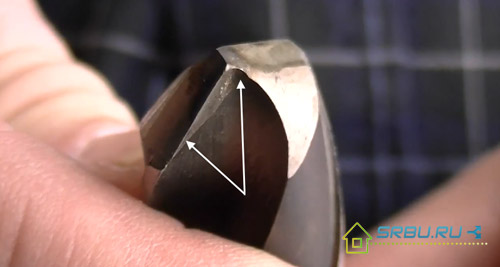
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.

Подводи сверло режущей кромкой к шлифовальному кругу.

Покачиваем сверло в низ, а потом опять вверх.
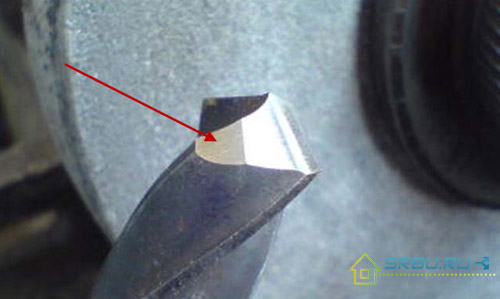
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео: Ручная заточка спиральных сверл. Часть — 1.
Видео: Заточка спиральных сверл. Часть — 2.





Оставить комментарий