Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
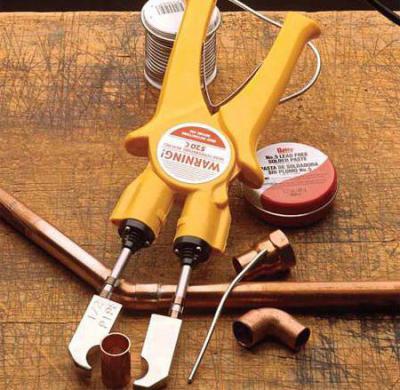
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
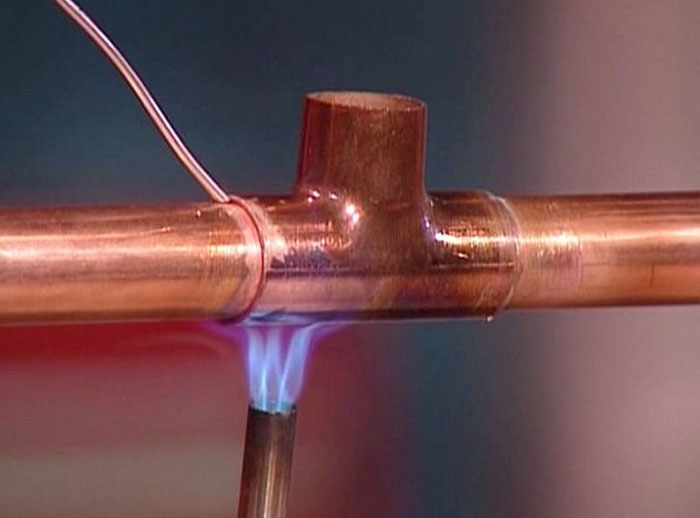
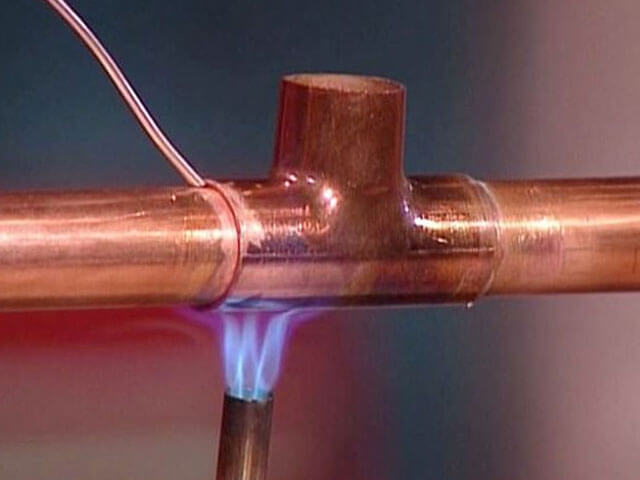
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Как запаять медную трубку: пошаговое руководство и видео
В том, что медные трубы опережают стальные, чугунные и ПВХ-трубы по гибкости, термостойкости и долговечности, секрета нет. Высокая цена материала окупается длительным сроком службы медных изделий. Зная, как паять медные трубы, можно сэкономить средства на монтаже.
Медь – отличный материал для пайки, ее поверхность при очистке не нуждается в использовании агрессивных веществ. Существует много легкоплавких металлов, создающих с медью хорошее сцепление (адгезию). При нагреве этот материал не нуждается в дорогостоящих флюсах, так как бурных реакций с кислородом воздуха при плавлении меди не происходит.
Достоинства пайки
Если возникла необходимость припаять медную трубку к железу, вооружайтесь паяльником, припоем и флюсом. Пайкой можно соединять трубы из разных металлов, а также металлы и неметаллы. В процессе пайки основной металл не деформируется, поэтому заданные размеры и форма труб остаются без изменений. Не возникает коробления и внутренних напряжений.

При необходимости соединение можно распаять. Медные изделия более гибкие и устойчивые к внешним воздействиям, они легко выдерживают высокое давление и их можно монтировать закрытым способом. При пайке получается высокая прочность соединения.
Как запаять медную трубку в домашних условиях
Капиллярная пайка была разработана специально для меди. Бывает низко- и высокотемпературной. Время монтажа такого соединения: 2-3 минуты. Для получения капиллярного эффекта между трубой и фитингом используют зазор в 0,4 мм. Припой равномерно распределяется по всей площади монтажного зазора.
Олово, свинец и их сплавы являются легкоплавкими припоями. Температура теплоносителя: менее 130 градусов. При капиллярной пайке зазор варьируется по величине и может достигать 0,5 см (для большого диаметра). При сильном нагреве медь теряет твердость, поэтому низкотемпературный вид пайки считается предпочтительным.

- Высокотемпературным способом
Используется тогда, когда температура теплоносителя превышает 130 градусов. Этот вид пайки требует высокого профессионализма от специалиста – трубу легко пережечь.
Здесь нужны припои из серебра и меди, меди и фосфора. Этим методом можно соединять трубы в уже установленной системе. Охлаждение водой не применяется, так как медь в этом случае переходит в мягкое состояние. С течением времени прочностные характеристики отожженного металла повышаются.
Высокотемпературная пайка
Потребуется специальный режущий инструмент для меди, фаскосниматель, расширитель для труб, молоток, уровень, рулетка, газовая горелка, электропаяльник, твердоплавкий и легкоплавкий припой, флюс (необходим, чтобы удалить оксидную пленку и не допустить окисления).
Последовательность действий
- Предварительная подготовка труб: очищение поверхностей, удаление оксидной пленки флюсом.
Флюс – это химическое вещество, которое помогает распределить припой равномерным слоем, очищает основной металл от окислов и загрязнений. При его выборе учитывается вид металла и припоя. Многокомпонентные флюсы более эффективны, они позволяют получить еще более качественную пайку.

Вещество наносят только на место соединения трубы с раструбом, а не вовнутрь его. Сразу после нанесения флюса трубы соединяют, чтобы на рабочую поверхность не попали посторонние частицы. Поверните трубу в фитинге, чтобы флюс распределился равномерно, остатки химического вещества удаляются тряпкой. Труба готова к нагреву.
- Вставка трубы в муфту. После нужно будет пропаять два стыка. Или торец одной трубы соединяется с торцом другой, тогда обработать нужно один стык.
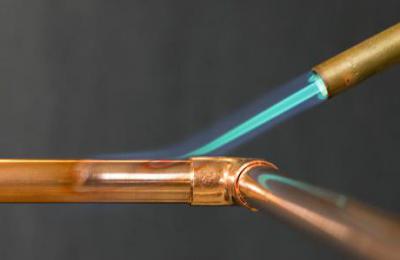
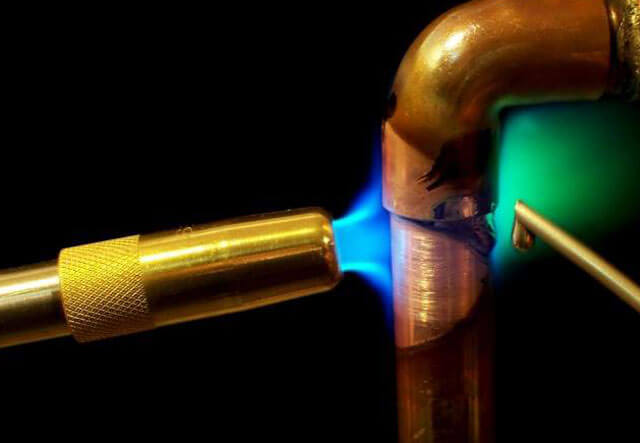
- Нагрев труб (до температуры немного ниже температуры плавления). Включают горелку, используя уменьшающее пламя (оно создает максимальную температуру) и нагревают соединение. Используйте паяльник для медных труб или горелку с пьезоподжигом – она удобна в работе.
- Введение припоя в зазор. Для меди существует большой выбор припоев. Разогретый материал помещают в зазор между соединяемыми трубами и расплавленной массой оборачивают стык между трубами. Температура начала плавления припоя всегда меньше, чем у основного материала. Припой растекается, достигнув определенной температуры. Важно, чтобы рабочая поверхность была не окисленной и чистой.
- Кристаллизация припоя. В этот момент важно сохранять соединение неподвижным. Когда припой остынет, в месте соединения возникнет герметичное уплотнение. После пайки проводят технологическую промывку для удаления загрязнений и остатков флюса.

Важные моменты
Чтобы запаять дырку в медной трубе, необходим мягкий припой (например, оловянно-свинцовый), и спиртово-канифольный флюс. Вырежьте заплатку нужного размера, обработайте ее и трубу шкуркой. Слейте воду из трубопровода и паяльником прогрейте соединяемые детали. Затем в зазор добавьте припой.
Во время работы необходим приток воздуха. Дым, идущий от припоя и флюса, вреден.
Чтобы выполнить процесс правильно, важно знать, чем запаять медную трубку. Используют: серебро с медью и цинком, медь с фосфором. В питьевом трубопроводе не применяют свинцовые припои ввиду их токсичности.
Флюс не используют при соединении медных труб с помощью медно-фосфорных припоев.
Перед началом пайки необходимо продуть кислородный и пропановый шланги. Поджигание горелки начинается с пропановой линии, затем добавляют кислород. Нагрев труб должен быть равномерным с каждой стороны. По окончании работы перекрывают сначала кислород, а затем пропан.
Видео-инструктаж: как паять медные трубы
Пайка – физико-химический процесс, при котором возникает неразъемное соединение между деталью и жидким припоем. Присадочный материал расплавляется, растекается, заполняет собой щель между соединяемыми элементами и кристаллизуется. Пайке можно подвергнуть любые металлы и сплавы.
Как паять медные трубы, какой припой использовать?
Медь представляет собой металл, который обладает достаточно мягкой, податливой структурой. Поэтому, в отличие от той же стали, такой материал проще паять, нежели заниматься его сваркой. При большом желании, наличии необходимых инструментов и расходных средств справиться с подобной задачей способен даже новичок. Давайте же выясним, как правильно паять медные трубы.
Качества медных труб
Зачастую трубы, изготовленные из представленного материала, используются в домашнем хозяйстве при монтаже элементов отопительных и водопроводных систем. Медь представляет собой оптимальное решение для создания таких проводящих путей. Она имеет идеально гладкую поверхность, не подвергается коррозии, не забивается отложениями, а также имеет бактерицидные свойства. Выяснив, как паять медные трубы отопления правильно, можно обеспечить бесперебойную службу системы на протяжении нескольких десятилетий.

Инструменты и материалы
Прежде чем разобраться, как паять медные трубы, необходимо подготовить набор инструментов, которые могут понадобиться в ходе выполнения работ:
- Труборез. Медь является довольно мягким материалом. Даже незначительное давление на такие трубы может вызывать деформации. По этой причине при их резке рекомендуется пользоваться специализированным инструментом.
- Расширитель. Поскольку в ходе обустройства водопроводной либо отопительной системы применяются медные трубы идентичного типоразмера, при подготовке к пайке соединений придется воспользоваться инструментом для увеличения их диаметра.
- Сниматель фаски. После разделения труб на нужные отрезки необходимо выполнить обработку их краев. Только так элементы будущей системы смогут заходить друг в друга.
- Стальной ершик требуется для зачистки труб изнутри.
- Металлическая щетка позволяет убрать загрязнения, всевозможные наслоения и окислы, которые могут затруднить выполнение качественной пайки соединений.
- Газовая горелка используется для разогрева стыков. Должна содержать специальную насадку, которая позволяет производить регулировку пламени.
- Припой имеет вид проволоки либо прутка, температура плавления которого ниже по сравнению с медью.
- Флюс – химический состав, нанесение которого облегчает пайку соединений.
Каким припоем паять медные трубы?
В настоящее время широкодоступны многочисленные разновидности припоев, которые способны обеспечить надежное соединение медных труб методом пайки. Чаще всего мастера прибегают к использованию низкотемпературных припоев. Последние дают возможность создавать соединения при сравнительно низком нагреве материала, что не вызывает деформацию меди. Однако подобные швы отличаются не самыми лучшими механическими качествами.
Что касается припоев, предназначенных для пайки при высочайших температурах, они позволяют создавать максимально прочные соединения. В то же время применять их рекомендуется лишь опытным мастерам, поскольку без соответствующих навыков длительное термическое воздействие на металл может привести к его прожигу.

Чем можно паять медные трубы между собой? При низкотемпературной пайке, которая распространена при обустройстве бытовых отопительных и водопроводных систем, чаще всего прибегают к использованию бессвинцовых припоев. Последние дают возможность создавать достаточно устойчивые к механическим нагрузкам соединения. Среди таких припоев стоит отметить сплавы олова с висмутом, сурьмой, селеном, серебром. Основную долю в их составе занимает олово – порядка 95 %. Остальная часть приходится на дополнительные компоненты.
Для выполнения низкотемпературной пайки вполне подходят дешевые припои на основе олова и свинца. Однако их не рекомендуется применять при обустройстве водопроводов, которые предназначены для подачи питьевой воды, поскольку свинец представляет собой токсичный материал.
Какой флюс лучше использовать для пайки медных труб?
В случае низкотемпературной пайки обычно применяются химические составы на основе хлорида цинка. Впрочем, пытаясь разобраться, как паять медные трубы, не стоит уделять чрезмерное внимание составу флюса. Для пайки меди достаточно приобрести любое средство, предназначенное для данных целей, например канифольно-вазелиновую пасту.
Как паять медные трубы без флюса? Выполнить прочные соединения без применения химических составов вполне реально. Однако здесь должна осуществляться высокотемпературная пайка с использованием наиболее качественных припоев на основе олова и серебра.
Процедура пайки
Как паять медные трубы? Работы выполняются в такой последовательности:
- При помощи трубореза заготовки разделяются на отрезки необходимой длины.
- Металлической щеткой и ершиком зачищаются внешние и внутренние поверхности, что будут подлежать пайке.
- Специальным расширителем увеличивается диаметр окончаний отрезков, которые планируется надвигать на другие трубы.
- На края будущих соединений равномерно наносится флюс.
- Окончания труб вставляются друг в друга. Влажной губкой удаляются остатки флюса.
- Прогревается соединение. Как только флюс изменит изначальный оттенок на серебристый, термическую обработку поверхностей необходимо прекратить.
- К будущему стыку подносится припой. Последний должен начать растекаться без прогревания горелкой, от повышенной температуры меди.
- Пайку прекращают, как только припой заполнит все пустоты в области шва.
- После остывания соединения стык протирается влажным отрезком материи, что позволяет убрать остатки припоя и флюса.

Полезные рекомендации
Существует ряд советов, которые могут пригодиться при выполнении работ. Так, мастерам, которые не имеют внушительного опыта пайки медных труб, рекомендуется предварительно потренироваться, использовав в качестве расходного материала отрезки ненужных заготовок. Как утверждают специалисты, необходимо несколько раз выполнить пробную пайку, чтобы сформировать общее представление о такой работе.
В ходе нагрева стыков горелкой важно не передерживать пламя в одной точке, поскольку его температура может достигать порядка 1000 °С. Чтобы не прожечь медь, достаточно равномерного разогрева участка на протяжении 20 секунд.
По завершении пайки необходимо выполнить тщательную промывку системы трубопровода под значительным напором воды. Только так можно убрать излишки припоя и флюса, которые застыли внутри соединений.

В заключение
Вот мы и разобрались, как паять медные трубы. При ответственном подходе к задаче и наличии необходимого инструмента справиться с такой работой способен каждый. Важно лишь предварительно потренироваться, не отклоняясь от технологии.
Как правильно паять медные трубы – материалы и инструменты, правила выполнения работ
Использование труб из меди и ее сплавов давно уже не выглядит чем-то необычным при обустройстве современных отопительных систем: таким образом все чаще оснащаются магистрали по транспортировке воды и газа, современные системы кондиционирование воздуха и холодильные установки различного типа. Проводя монтажные работы, важно знать, как правильно паять медные трубы.
Как соединяют медные трубы
При формировании неразъемных соединений из изделий данного типа в основном используется пайка. Этот давно известный метод стыковки медных изделий реализуется за счет насыщение контактной зоны специальным расплавленным сцепляющим раствором – припоем.
Изучая то, как спаять медные трубы, важно помнить, что для надежного сварочного контакта температура плавления припоя должна лишь немногим уступать аналогичном параметру соединяемых трубок. Проводя самостоятельную пайку медного трубопровода, важно соблюдать особенную аккуратность. Лучше всего перед этим хорошо изучить технологию, как сваривать медные трубы.
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Какая бывает пайка, и какой инструмент необходим
Проводя специальные операции по свариванию труб разного сечения, в основном применяют такие температурные режимы:
- Высокотемпературный. Предусматривает термический прогрев участка плавления до +900 градусов. Обычно таким образом паяют заготовки, находящиеся под постоянными нагрузками.
- Низкотемпературный. Этот режим особенно подходит для бытового применения. Рабочая температура по линии контакта обычно не превышает в этом случае +450 градусов.

Чтобы процесс соединение трубок методом пайки происходил максимально комфортно, для этого понадобится наличие следующего инструмента:
- Специального захвата-трубореза, для получения ровного среза трубы по месту ее будущей стыковки.
- Оборудования для снятия фасок и удаления заусенец.
- Особенного расширительного приспособления, с помощью которого проводится подготовка места стыковки нужной глубины. Этот показатель обычно соотносим с диаметром стыкуемых труб.
- Сварочного аппарата или газовой горелки. Они и служат инструментом для пайки труб из меди.
- Термического фена, который быстро разогревает стыковочные участки до +650 градусов. Применяется в тех случаях, когда работа проводится легкоплавким припоем. Данный сварочно-разогревающий аппарат дает возможность достигать простого соблюдения требуемого температурного режима по месту пайки, с возможностью поддержки его в требуемых пределах. Как правило, в комплектацию приспособления входят сменные насадки, дающие возможность направлять горячий воздух строго на нужный участок трубопровода.

Перед тем, как варить медные трубы, важно узнать, какие именно рабочие материалы следует применить в качестве рабочих припоев. Характеристики тугоплавкости позволяют разделить их на твердую и мягкую категорию. Читайте также: «Как выполняется соединение медных труб с пайкой и без неё».
Припои для пайки в домашних условиях
Такое название используется для обозначения припоев с высоким уровнем тугоплавкости. Внешне они имеют вид длинных стержней с произвольным профилем, что очень удобно в том случае, когда металл разогревают непосредственно в области пайки до температуры +900 градусов.
Такой режим позволяет получить паяный контакт высокой степени качества и надежности. Область применения данных паяльных материалов – ремонтно-восстановительные работы на особо ответственных магистралях. Таким же образом ремонтируются промышленные кондиционеры и специальное холодильное оборудование. Читайте также: «Как выполняется пайка медной трубы и что для этого нужно».

Чаще всего речь идет об использовании самофлюсующихся медно-фосфорных составах, в состав которых входят добавки типа Cu94 P6 и Cu92 P6 Ag2. Добавку серебра или фосфора (6%) практически невозможно заметить, однако она способствует быстрому понижению рабочей температуры плавления до отметки +750 градусов. При этом показатель фактического расширения используемого материала практически идентичен аналогичным параметрам меди. За счет этого соединение получается прочным и надежным. Читайте также: «Какой припой для пайки медных труб лучше использовать, виды и особенности материалов».
Что касается т.н. «мягких» припоев, то с их помощью проводится низкотемпературная обработка медных изделий в домашних условиях. Чаще всего они выглядят, как очень тонкие проволочки, изготовленные на основании олова, свинца, цинка и их сплавов. Такая форма припоя очень удобна при решении вопроса, как спаять медные трубки в домашних условиях.
Как правильно паять, используя флюс
Чтобы самостоятельно паять медные трубки, важно максимально упростить этот процесс. Специально для этого практикуется применение специальных пастообразных или жидких веществ, называемых флюсами.
Для того, чтобы проводимая операция с медью была успешной, важно правильно подобрать наиболее подходящий для этих целей флюс. Как и в случае с припоями, данный тип материалов бывает низкотемпературным, с максимальной степенью нагрева (+450 градусов), и высокотемпературным. Читайте также: «Как паять медные трубы – инструменты, материалы, правила пайки».

При помощи данных химических реактивов могут достигаться следующие цели:
- Перед тем, как сварить медную трубку, с зоны пайки удаляются вредные окислы и другие препятствующие качественному соединению вещества.
- Рабочая зона получает дополнительную защиту от кислородного воздействия, которым обычно богата окружающая среда. Этим самым используемые для пайки вещества сохраняются от вступления в ненужные в данном случае химические реакции.
- Флюсы очень удобны для формирования наиболее подходящих условий, позволяющих припою максимально равномерно распределяться по всей области стыковки. Как результат, медное соединение получает необходимую стойкость к термическому и вибрационному воздействию, что предохраняет его от появления пропусков и протечек.
- Степень адгезии медной трубы и припоя, благодаря содержащимся в составе флюсов компонентам, достигает необходимого уровня качества. Особенно это важно в том случае, если магистраль переживает воздействия на разрыв.
Соблюдение нужной температуры во время работы позволяет разогретому припою равномерно покрывать все части соединяемых заготовок, что обеспечивает соединению нужную степень надежности. Когда зона пайки остынет, ее очищают от всех излишков припоя.
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно

Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
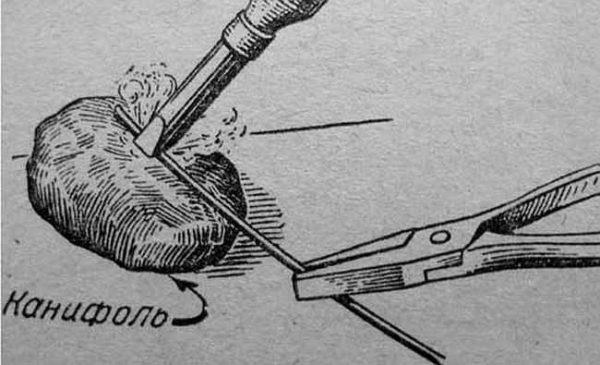
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.





Оставить комментарий