Таблица температур пайки для полипропиленовых труб
 Чтобы устраиваемые коммуникации, выполненные из пластиковых материалов, служили долго, очень важно правильно определиться с температурой пайки полипропиленовых элементов. При устройстве разводок трубопроводов водяных магистралей и отопления на основе полипропилена очень важно в точности выдержать необходимые температурные и временные значения при проведении работ по сварке труб. Если будут допущены отклонения от рекомендованных показателей, то существует риск образования повреждения на участках соединения. Другим негативным следствием этого может стать ухудшение циркуляции жидкости по трубам.
Чтобы устраиваемые коммуникации, выполненные из пластиковых материалов, служили долго, очень важно правильно определиться с температурой пайки полипропиленовых элементов. При устройстве разводок трубопроводов водяных магистралей и отопления на основе полипропилена очень важно в точности выдержать необходимые температурные и временные значения при проведении работ по сварке труб. Если будут допущены отклонения от рекомендованных показателей, то существует риск образования повреждения на участках соединения. Другим негативным следствием этого может стать ухудшение циркуляции жидкости по трубам.
Подбор видов пайки
 При работе с трубами сечением до 63 мм чаще всего выбор останавливают на методе пайки, предусматривающем использование таких элементов, как муфты и раструбы. Примечательно, что в обоих случаях обязательным является применение такого дополнительного компонента, как муфты. Если соединяемые элементы превышают в диаметре 63 мм, то чаще всего используют стыковой метод.
При работе с трубами сечением до 63 мм чаще всего выбор останавливают на методе пайки, предусматривающем использование таких элементов, как муфты и раструбы. Примечательно, что в обоих случаях обязательным является применение такого дополнительного компонента, как муфты. Если соединяемые элементы превышают в диаметре 63 мм, то чаще всего используют стыковой метод.
Если значение диаметра не превышает 40 мм, то такие трубы сваривают с применением электросварочного портативного агрегата. Если сечение конструкции превышает 49 мм, то работы по соединению элементов проводят с применением прибора, имеющего центрическую конструкцию.
При соединении полимерных элементов применяют метод нагрева, осуществляемый при помощи насадок сварного агрегата.
Если выбор был остановлен на раструбном методе, то вначале необходимо провести подготовительные мероприятия:
 Необходимо взять электропаяльник, с помощью которого будут свариваться диэлектрические трубы, и разместить его на гладкой поверхности. Далее в нём необходимо зафиксировать вставные нагреватели подходящего размера, используя специальные ключи. Следует позаботиться о наличии в агрегате соответствующих насадок до того, как приступить к его нагреву;
Необходимо взять электропаяльник, с помощью которого будут свариваться диэлектрические трубы, и разместить его на гладкой поверхности. Далее в нём необходимо зафиксировать вставные нагреватели подходящего размера, используя специальные ключи. Следует позаботиться о наличии в агрегате соответствующих насадок до того, как приступить к его нагреву;- Начинают настраивать аппарат путем выбора подходящей температуры для соединения полипропиленовых труб.
Недопустимым считается, если при соединении электрических изделий температура наружного воздуха не соответствует оптимальному режиму. Этому моменту необходимо уделить особое внимание. Если в летний период и на улице наблюдается сильный зной, то необходимо снизить продолжительность нагрева компонентов. В обратной ситуации, когда температура наружного воздуха является пониженной, то нагревать соединяемые элементы следует дольше обычного. Чтобы определиться с подходящей температурой для сварки труб, важно принимать во внимание все нюансы.
К первой сварке приступают по истечении 5 минут с момента, когда сварочный агрегат был включён для разогрева. В то же время, когда очередной процесс сварки с использованием электросварочного агрегата будет завершён, необходимо удалить с его рабочих поверхностей частицы пластика.
Влияние температуры на процесс муфтовой стыковки ПП труб и фитингов
Если говорить об особенностях соединения полипропиленовых труб, то обязательной процедурой, которая предваряет пайку, является нагрев элементов до определенной температуры. Соблюдение этого условия позволяет придать пластическим массам стыкуемых элементов достаточную эластичность. Закончив работу по пайке полипропиленовых труб, можно наблюдать такое явление, как диффузия молекул полипропилена. Иными словами, структура сваренных элементов изменяется на молекулярном уровне, поэтому после отвердевания материала пластические массы на участке стыка обретают крепкие связи.
Выбранный температурный режим является одним из ключевых факторов, от которого зависит прочность соединяемых поверхностей полипропиленовых труб. Если температура нагрева оказалась недостаточной, что чаще всего это заканчивается тем, что в процессе пайки не удается обеспечить достаточный диффузионный процесс. В результате молекулы тела трубы и фитинги не состоянии добраться до сопрягаемых участков, что негативным образом сказывается на качестве соединения. Под воздействием нагрузок пайка разрушается или же через короткий промежуток времени в используемой конструкции наблюдается течь.
Если же соединяемые элементы будут перекрыты, то можно столкнуться с критической деформацией тела элементов. На фоне этого сваренные детали лишаются своей геометрии или может образоваться наплыв чрезмерного валика во внутреннем сечении. Следствием этого становится уменьшение диаметра внутреннего отверстия изделия на участке сварки.
Особенности подбора температуры
 При работе с полипропиленовыми трубами важно в области стыковки обеспечить нагрев до уровня 255-265 градусов Цельсия. При выборе температурного режима необходимо обращать внимание и на ряд дополнительных параметров:
При работе с полипропиленовыми трубами важно в области стыковки обеспечить нагрев до уровня 255-265 градусов Цельсия. При выборе температурного режима необходимо обращать внимание и на ряд дополнительных параметров:
- диаметр;
- температура окружающей среды;
- продолжительность нагрева.
На практике удается наблюдать прямую зависимость между диаметром соединяемых элементов и продолжительностью их разогрева.
Особое внимание необходимо уделять увеличению температуры наружного воздуха. Это связано с тем, что при проведении монтажных работ обязательно образуются небольшие перерывы, связанные с необходимостью извлечения элементов от нагревательного сварочного агрегата и выполнения их муфтовой стыковки. Чтобы свести к минимуму эффект, вызываемый остыванием при низких температурах изделия, желательно подвергать конструкции из полипропилена нагреву в течение более длительного времени. В качестве рекомендуемого промежутка следует выбирать 2-3 секунды, причем в отдельных случаях этот вопрос решается опытным путем.
Также необходимо быть очень осторожным при выборе для нагревательного устройства температурного режима выше отметки 270 градусов Цельсия на фоне относительно небольшого периода нагрева. При пайке полипропиленовых труб с такими параметрами возникает риск того, что верхние слои материала буквально через мгновение разогреются до высоких температур, а при этом основное тело будет прогрето недостаточно. Выполнение стыковки в подобных условиях может привести к образованию чересчур тонкой прозрачной пленки.
Инструкции нагрева, значение времени воздействия
Решая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе. Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
- продолжительность нагрева;
- время, в течение которого должен быть зафиксирован стык;
- продолжительность паузы, по истечении которой допускается продолжить операцию по сварке соединяемых элементов.
Факторы, способные повлиять на качество работ
 Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Некоторые особенности выдержки теплового режима
 Во время разработки проекта полипропиленового трубопровода нужно учесть особенности последующего пошагового монтажа. Нежелательно размещать сварочное оборудование слишком далеко от места, где будет создаваться соединение с участием нагреваемых элементов. В некоторых случаях могут быть допущены ошибки, из-за которых сложно обеспечить непосредственный доступ к месту сварки.
Во время разработки проекта полипропиленового трубопровода нужно учесть особенности последующего пошагового монтажа. Нежелательно размещать сварочное оборудование слишком далеко от места, где будет создаваться соединение с участием нагреваемых элементов. В некоторых случаях могут быть допущены ошибки, из-за которых сложно обеспечить непосредственный доступ к месту сварки.
В подобном случае не остается ничего другого, как производить нагрев элементов на большом расстоянии от аппарата. Все это приводит к появлению потерь тепла в тот момент, когда свариваемые элементы доставляются к месту их соединения, где приходится тратить время на точное размещение на участке муфтового стыка. Если пренебречь этими нюансами, то часто не удается обеспечить достаточную прочность шву.
Если сварка будет осуществляться не в том порядке, то следствием этого станет невозможность создания завершающего стыка. Подобное может случиться из-за того, что между элементами недостаточно пространства, чтобы вставить туда нагревательный элемент. В подобных ситуациях следует избегать деформации места на трубопроводе, чтобы добиться большей ширины зазора. Решив создать более удобные условия для размещения аппарата на участке будущего стыка, можно ухудшить привлекательный вид коммуникаций, а вдобавок к этому есть вероятность возникновения статического напряжения отдельных участков системы.
Заключение
Процесс сварки полипропиленовых труб предусматривает множество нюансов, среди которых одним из главных является правильный выбор температуры нагрева свариваемых элементов. Необходимо помнить, что продолжительность нагрева может не только повлиять на качество соединения, но и изменить внешний вид самой инженерной системы. По этой причине важно уделить внимание всем особенностям, которые должны быть учтены при проведении пайки элементов трубопровода.
Причем выбранная температура зависит не только от размеров свариваемых элементов, но и от условий, в которых будут выполняться работы по пайке изделий. Пренебрежение одним и тем более несколькими нюансами может негативно повлиять на работы всей системы. Причем в некоторых случаях это может даже привести к появлению аварийных ситуаций.
Как паять полипропиленовые трубы — делаем правильно
Полипропиленовые трубы относятся к категории товара, обладающего наиболее оптимальным соотношением качества и цены. Эти изделия прочны, долговечны, устойчивы к коррозии, и имеют множество других преимуществ. При этом монтаж труб производится быстро и надежно.
Качественное соединение трубопровода с фитингами и сантехническими приборами обеспечивает современная технология сварки полипропиленовых труб. Что же необходимо для осуществления производственного процесса?
Необходимые инструменты
Для проведения качественной сварки понадобится нижеследующий минимальный набор инструментов и приспособлений:
- сварочный аппарат, имеющий подвижный электропривод для проведения диффузной сварки (с набором насадок);
- специальный резак (или ножницы) для разрезания труб;
- шабер;
- монтажное приспособление для сварки элементов с диаметром свыше 50 мм;
- жидкость для обезжиривания (ацетон, спирт);
- маркер;
- рулетка;
- ветошь.
Подготовка к сварке
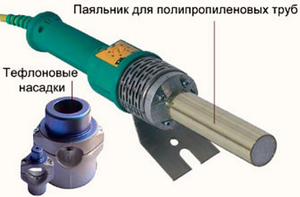
Сначала (предварительно протерев ветошью тефлоновый слой) устанавливают на сварочный аппарат нагревающие насадки. Затем устройство необходимо прогреть до +260С (время разогрева зависимо от температуры окружающего воздуха) — это оптимальная температура пайки полипропиленовых труб.
Перед началом работ также стоит проверить работоспособность ножниц или резака. Для этого можно сделать пробный рез — он должен быть ровным, без заусениц. В противном случае инструмент необходимо наточить.
Отрезки труб и фитинги должны быть чистыми и обезжиренными. Если деталь неплотно заходит на трубу (шатается), то её надо заменить.
Трубы, подлежащие сварке, должны быть нарезаны по заранее определенным размерам. Если предполагается спайка полипропиленовых труб диаметром более 4 см, то необходимо сделать на конце скос в 45 градусов посредством помощи ножа или иного приспособления. Такая операция позволит избежать возможного задира при соединении элементов.

Также необходимо разметить маркером глубину захода трубы в фитинг (нельзя задвигать её до упора, необходимо оставить зазор 1 мм).
Сварка полипропиленовых труб полифузным способом
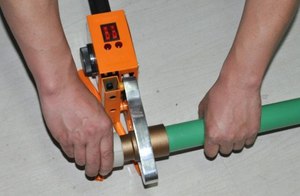
Фитинг надевают на нагретую насадку (из-за того, что он имеет более толстые стенки, если сравнивать с трубой, времени на прогрев понадобится больше). Прилегание при этом должно быть плотным по всей длине. Во вторую очередь надевают трубу. Процесс сварки полипропиленовых труб хорошо показан на видео ниже:
Следующий этап – нагрев деталей. Если заметно, что свариваемые элементы неплотно сидят на насадках, то их можно в ходе нагрева поворачивать, но на угол не более 10 градусов.
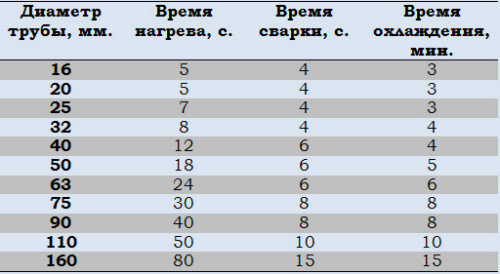
После разогрева детали снимают с обеих насадок, соединяют медленным движением, без осевого поворота на глубину до поставленной маркером метки. После этого необходимо выждать несколько минут до полного остывания. Рекомендуемое время пайки полипропиленовых труб и другие временные интервалы приведены в таблице:
Пайка с помощью электрофитинга
Сварочный аппарат подготавливается, как и при полифузном методе. Трубы должны быть разрезаны на нужные отрезки и обезжирены (труба обрабатывается снаружи, фитинг – внутри). Маркером делается отметка ввода.
Важно перед тем как паять полипропиленовые трубы обезжирить и очистить их от окисленного слоя. После этого можно вставить трубу и детали в электрофитинг, и зафиксировать там. Сварочный аппарат с электрофитингом соединяется специальным проводом.

Для начала процесса следует нажать кнопку старта — отключение аппарата производится автоматически. Правильность сварки подтверждается контрольными точками на фитинге, через которые заметно выталкивание пластика.

Метод сварки с применением электрофитинга – достаточно быстрый и качественный. Никакой паяльник для сварки полипропиленовых труб не обеспечит такой производительности. Поэтому сварка с электрофитингом применяется компаниями, занимающимися монтажом пластиковых трубопроводов в большом объёме.
Холодная сварка
Менее распространенный способ соединения труб заключается в использовании агрессивного клея. Как и спайка полипропиленовых труб, их склеивание требует подготовки деталей:
- нарезка по размерам;
- обезжиривание;
- маркерная разметка глубины захода.
Клей для полипропиленовых труб наносится на каждый соединяемый элемент. В нужном положении детали удерживаются в течение не менее 15 секунд. Эксплуатацию трубопровода можно начинать через час. Всё это время склеенные детали должны быть неподвижными.
Прочность соединения клеевым способом сравнима со сваркой. Однако соединенные подобным методом трубы используют лишь для монтажа системы холодного водоснабжения.
Типичные ошибки при сварке ПП труб
Часто трубу не заталкивают в фитинг до упора (должен оставаться промежуток не более 1 мм). Получившейся в результате такого недосмотра зазор станет «слабым звеном» во всем трубопроводе.
Другая распространенная ошибка – слишком большое усилие при соединении фитинга и трубы. Результат подобного действия – выдавливание грата на конце трубы, создающего ощутимое препятствие на пути потока жидкости.
Как правильно паять полипропиленовые трубы: 3 современных метода
 Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
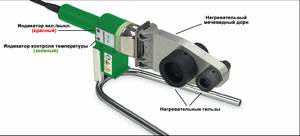
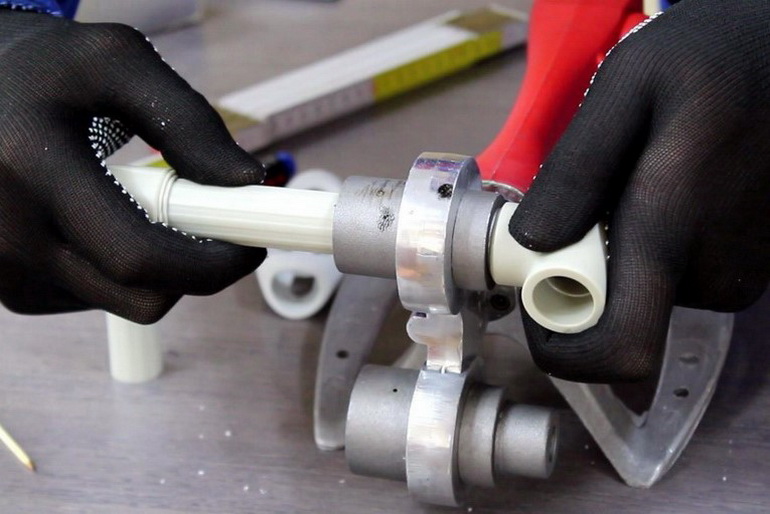
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
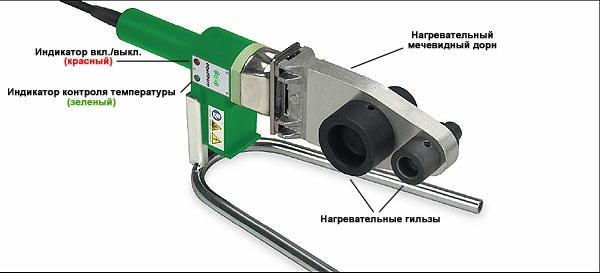
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
 Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Пошаговая инструкция: как правильно паять пластиковые трубы в домашних условиях
Доброе время суток, дорогой читатель! Сборка или ремонт систем отопления, водопровода, канализации из современных видов полимерных изделий осуществляется легко и быстро, благодаря технологии запаивания, применяемой для соединения деталей. Выполнить эти работы можно своими руками, если знать как паять пластиковые трубы, заранее подготовить необходимые инструменты и приспособления.
Виды труб соединяемых пайкой
Спаивать можно следующие виды труб.

- поливинилхлоридные (ПВХ);
- полипропиленовые;
- медные трубы;
- полибутеновые;
- из полиэтилена повышенной термостойкости;
- пластмассовые изделия с армированием.
Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.

В зависимости от температуры плавления подразделяется на:
- легкоплавкий;
- средне плавкий;
- высоко плавкий припой.
Флюсы и фитинги
Флюсы используются при пайке для защиты соединяемых металлических поверхностей от окисления. Они выпускаются в виде жидкости, сухой смеси или пастообразном состоянии и различаются по химическому составу, свойствам и назначению. Например, для очистки поверхности медного проката и повышения текучести припоя применяется борная кислота, хлорид цинка, соляная кислота.
Защитную плёнку можно создать с помощью канифоли, воска, различных смол.
Фитинги — это небольшого размера изделия, надеваемые на концы труб, которые соединяются пайкой. К ним относятся муфты, тройники, крестовины, обводы, заглушки, углы и т. п. Они должны быть из такого же материала, что и сами трубы. И конечно, не для кого ни является секретом, что купить фитинги можно в любом магазине сантехники.
Ножницы для резки
Этот вид инструмента имеет и другие названия — труборез, трубные ножницы или трубный резак. Он предназначен для быстрой резки изделий из пластика, обеспечивает выполнение кромки реза без заусениц, что упрощает подготовку к сварочному процессу.

Существует 4 вида трубных ножниц, различающихся по конструкции и цене:
- прецизионный труборез с механизмом — трещоткой. Приспособление используется для резки труб диаметром не более 75 мм;
- роликовые ножницы;
- автоматический труборез в форме пистолета;
- трубный резак — гильотина.
Советы по выбору и эксплуатации трубного паяльника
При выборе трубного паяльника следует учитывать его технические параметры:
- мощность. Мощные аппараты нужны для сваривания труб большого диаметра, для систем бытового назначения, в которых диаметр изделий не превышает 50 мм можно приобрести прибор мощностью 0,6 — 0,8 кВт;
- качество покрытия насадок и технологию их применения. Свариваемые изделия легко снимаются с насадок с тефлоновым покрытием, поэтому желательно выбирать паяльник, укомплектованный именно такими насадками. Кроме того, следует обратить внимание на возможность нагрева не только одной, а двух или трёх насадок одновременно. Это значительно ускорит выполнение работ;
- тип регулятора температуры. Паяльник может быть оснащён электронным, капиллярным или биметаллическим терморегулятором. Лучше выбрать модель с электронным регулятором температуры, так как у двух других имеется слишком большое расхождение между заданной и фактической температурой нагрева изделий.
Суть процесса и способы пайки
Пайка используется для герметичного соединения секций трубопровода между собой, монтажа запорной арматуры, контрольно — измерительных и предохранительных устройств.

Для соединения концов труб и патрубков трубопроводной арматуры применяются три технологии пайки:
- диффузионный способ. Сварка осуществляется за счёт нагрева и сдавливания соединительных элементов без расплавления основного материала деталей и применения дополнительных веществ;
- пайка с помощью электрофитинга. Для соединения используются специальные фитинги с нагревательным элементом. Процесс пайки происходит за счёт частичного расплавления внутренней части электрофитинга под действием электрического тока;
- холодным способом. Элементы теплопровода соединяются с помощью дополнительного материала — припоя.
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться темоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.

Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.
При подготовке аппарата также желательно дополнительно контролировать температуру штуцеров и гильз поверхностным электрическим термометром.
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.
Зачистку наплывов выполняют острым ножом после полного охлаждения места стыковки.
Проверяем качество соединения
По окончании сварки все стыки подлежат визуальному осмотру. У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве. Наплыв в зоне шва должен быть сплошным и равномерным по всей окружности соединения и возвышаться над наружной поверхностью не более чем на 2 мм — для изделий с толщиной стенки до 10 мм.
Максимальная высота валика для труб с большей толщиной стенки составляет 4 мм.
Видео по пайке
Как спаять трубопровод на стене можно посмотреть на видео:
Частые ошибки
Пайка пластиковых труб не требует особых навыков, но если не придерживаться установленных норм и правил, испортить соединение всё же можно. Типичными ошибками начинающих мастеров являются:
- использование грязных насадок. Если на насадках останутся капли расплавленного полимера, то при следующей сварке они могут вклиниться между кромками изделий и резко ослабят соединительный шов;
- остатки воды и грязь на наружной поверхности. Они исключат плотный контакт поверхностей деталей по всей площади;
- приложение чрезмерного усилия при совмещении деталей. Часть расплава при избыточном давлении может выдавиться внутрь трубы и снизить её проходимость;
- попытка зачистить наплывы расплавленного пластика до полного охлаждения места соединения, которая неизбежно приводит к деформации трубы;
- недостаточный прогрев или перегрев места стыка.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.
Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов. При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали.
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Полное высыхание клеящего состава произойдёт через несколько часов.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Заключение
Пайка пластиковых труб является не сложной, но достаточно ответственной операцией. Ошибки и небрежности при её выполнении могут привести к серьёзным последствиям при первом же пуске водопроводной или отопительной системы.
Делитесь полезными идеями в социальных сетях со своими друзьями, а они обязательно поделятся с вами. И не забудьте подписаться на наш канал.
Как правильно паять пластиковые трубы своими руками — подробная инструкция
Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика. Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.
Для производства сварочных работ вам потребуются:
- рулетка;
- маркер;
- строительный уровень;
- ножницы для резки пластиковых труб;
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.
Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена;
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
Процесс пайки сводится к следующим операциям:
- Используя специальные ножницы, отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места сочленений;
- Трубу и ответный раструб установить в насадку и прогреть в течение времени, указанного в таблице;
- Разогретые элементы соединить между собой, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, названного в таблице технологической паузой;
- Выполнив операцию, проверить качество полученного сварного соединения, которое будет заметно в виде пластиковых колечек.


Рекомендации по правильной пайке
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует производить по истечении пяти минут после разогрева паяльника.
- При необходимости сварить армированные трубы следует воспользоваться специальным инструментом, называемым шейвером, для того, чтобы снять с трубы алюминий и полипропилен, образующие два верхних слоя. После этого стыковка труб производится по уже описанной методике.
- Сварочные работы необходимо производить только в том случае, когда температура окружающей среды выше нуля.
- Выполнив сварку, дать соединенным трубам остынуть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительный шов получился некачественным, узел необходимо разрезать и процесс сварки выполнить заново.
Работая со сварочным аппаратом, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что насадки имеют тефлоновое покрытие, предотвращающее образование нагара. По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки. Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата.





Оставить комментарий