Как сделать листогиб своими руками
Разнообразные листогибочные операции – важная часть общих работ по строительству или ремонту собственного дома. Без применения специального оборудования качественно их выполнить невозможно. Для одноразовой гибки листовых заготовок допустимо арендовать подходящее приспособление у соседа или знакомого. Но при частом выполнении подобных процедур целесообразнее иметь под руками ручной листогибочный станок собственного изготовления. При наличии определённых навыков, инструмента и помещения сделать самодельный листогиб не так уж ложно.
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
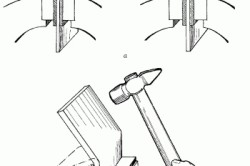
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
Чертеж-схема самодельного листогиба
Как выбрать кинематическую схему гибочного станка
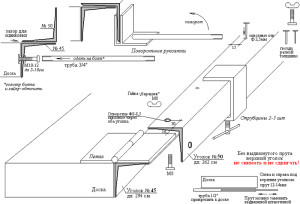
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
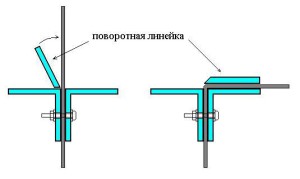
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Как сделать самодельный ручной листогиб своими руками
Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?

Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Лучше всего для такого инструмента использовать твердые породы дерева, но если такого не оказалось под рукой, то можно использовать и обычную сосну.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.

Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
3 Ручные листогибы своими руками – используем чертежи
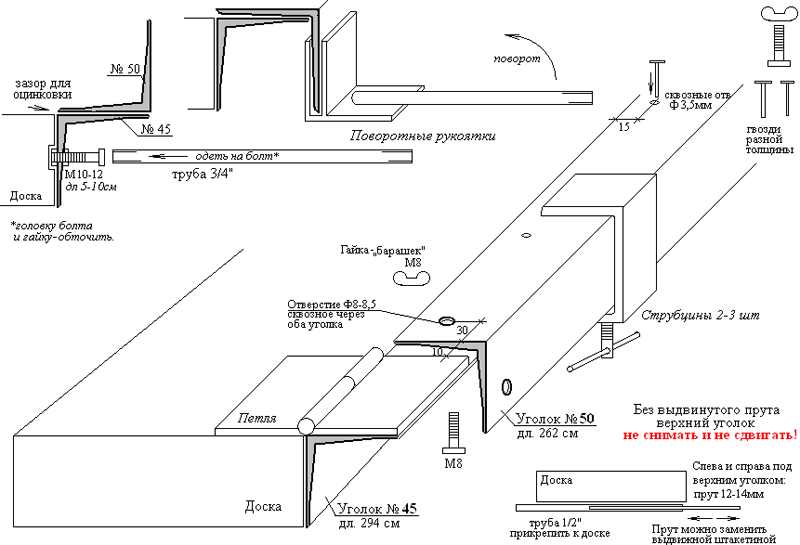
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.

Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.

Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Гибка листового металла своими руками
Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.

Сгибание металлических листов на гибочном станке происходит без сварки и не нарушает структуру металла.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
В чем заключается технология гибки металла?
Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.
Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
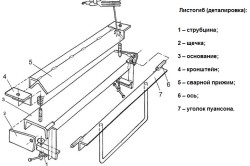
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.
Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.
Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Гибка металла своими руками
Как изготовить скобу методом гибки
При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
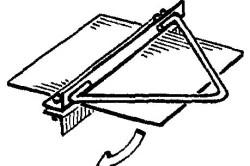
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
Как своими руками изготовить станок для гибки металла?
Приемы гибки металла: Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
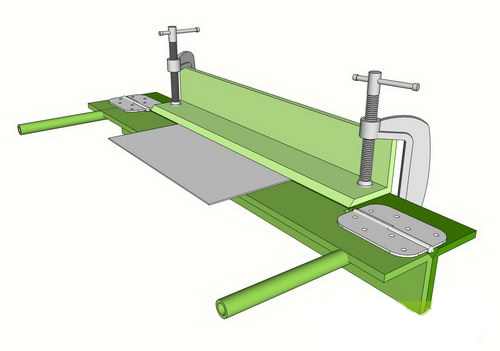
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.
Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
Как выполняется гибка листового металла своими руками?
В процессе масштабного строительства часто возникает вопрос о том, как произвести сгиб листового металла или металлических элементов, например, труб. Для того чтобы согнуть трубы небольшого диаметра, часто используют тиски. Трубы, имеющие большой диаметр, сгибают на специально предназначенных станках. Также их применяют в том случае, если во время строительства возникла необходимость согнуть листовой металл.

При строительстве иногда возникает необходимость в том, что бы согнуть лист металла, например, сделать трубы или конек крыши.
При сгибании листового металла с помощью гибочного станка применение сварки не требуется, что гарантирует абсолютную сохранность структуры материала. Металлический лист сгибают обязательно с учетом его толщины и пластичности, предварительно определив радиус изгиба.
Немного о технологии гибки листового металла
Самодельный гибочный станок состоит из:
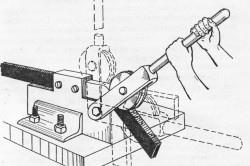
Сгибать листовое металл можно закрепив его в тисках, и применив простое приспособление из двух уголков и ручки-рычага.
- Станины.
- Гайки-маховика.
- Листа для сгибания.
- Прижима.
- Струбцины.
- Пуансона для обжима.
Для того чтобы согнуть листовой металл в нужную вам форму, необходимо выполнить определенные действия. Преимуществом гибочного станка является возможность сохранить металл целым, в отличие от, например, сварочных стыков, за счет которых срок эксплуатации и прочность материала значительно снижается.
В процессе сгибания металла происходит растяжка наружных его слоев и сжатие внутренних. Результатом применения гибочного станка является перегнутая часть листового металла или металлического элемента на задуманный угол.
Как вы понимаете, при сгибе происходит деформация металла. Ее степень будет зависеть от того, какую толщину имеет материал, с которым вам предстоит работать. Немалую роль здесь играет угол изогнутой части и скорость, с которой вы будете сгибать металл. При этом стоит взять во внимание степень пластичности материала.
Для того чтобы согнуть листовой металл, требуется специальное оборудование, с помощью которого можно избежать каких-либо повреждений материала. Если вы решили справиться с данной задачей самостоятельно, стоит учесть тот факт, что неправильные действия могут привести к различным дефектам. Неправильная технология гибки металлического листа может навредить всей готовой конструкции. С помощью гибочного станка можно согнуть лист, имеющий любую толщину.
Наименование деталей листогиба.
При изгибе листового металла напряжение должно превышать его максимальную упругость. С помощью гибочного станка можно добиться пластической деформации листа. Форма готовой конструкции не поменяется.
Гибка листового металла с помощью специального гибочного станка имеет ряд неоспоримых преимуществ, среди которых можно отметить следующие:
- высокая прочность готовой конструкции;
- возможность получить цельную конструкцию;
- исключение образования коррозии в области сгиба;
- возможность получить нужный вам угол без шва.
Гибка листового металла с применением станка также имеет свои недостатки:
- высокая стоимость оборудования;
- выполнение работы своими руками — процесс достаточно трудоемкий.
Несмотря на наличие некоторых минусов, листовой металл, согнутый с помощью станка, отличается своим высоким качеством. В отличие от конструкции со сварным швом он не «боится» ржавчины.
Технология гибки металлических листов

Схема и наименование деталей листогибочного станка в разрезе.
Гибка металла выполняется вручную, при этом используется оборудование. Эта работа требует применения силы. При этом вам потребуются плоскогубцы и молоток. Для того чтобы согнуть листовой металл, имеющий небольшую толщину, можно воспользоваться киянкой.
Для того чтобы согнуть металлический лист, необходимы следующие материалы и инструменты:
- листовой металл;
- вальцы;
- пресс (или роликовые станки);
- механические гидравлические вальцы (необходимы в том случае, если листовому металлу нужно придать форму цилиндра).
Применяя гидравлические или электроприводные вальцы, можно изготовить трубы. Часто гибка бывает нужна во время домашнего строительства, когда изготавливаются водостоки, металлические каркасы, профили, трубы и т.д. Сгибая листовой металл своими руками, у вас есть возможность сделать трубу нужного вам диаметра. Применяя станки, можно легко придать задуманную форму материалу, имеющему оцинкованное покрытие.
Если покупка специального гибочного станка вам не по карману, а строительные работы часто требуют выполнения изгиба, воспользовавшись инструкцией, можно изготовить оборудование самостоятельно. Станок выполняется с помощью заранее подготовленного шаблона, сделанного из дерева. При этом он должен быть выполнен в изогнутой форме.

Ручная гибка производится в тисках с помощью молотка.
Определяясь со сгибом будущего изделия, следует учесть его размер. Длина, которую будет иметь будущая конструкция, вычисляется в соответствии радиусом листового изгиба. Делая заготовки, для прямоугольных сгибов (если закругления не требуются) оставляются припуски для загиба, которые составляют 0,5 от толщины материала.
Работать самостоятельно наиболее удобно с такими пластичными металлами, как латунь, алюминий и медь. Что касается возможного радиуса изогнутой части, он полностью будет зависеть от того, каким способом была выполнена гибка, а также от качества самого металла. Для изделий, имеющих небольшой радиус закругления, требуются пластичные материалы.
Как изогнуть металл своими руками: изготовление скобки
Для того чтобы изготовить скобку своими руками, вам потребуются:
- металлический лист;
- молоток;
- брусок;
- тиски;
- оправа;
- электрическая пила, предназначенная для работы с металлом.

Гибка металлического листа в горячем состоянии.
Если вам необходимо уточнить изгиб, можете применить треугольник. В случае неправильного изгиба, исправить ошибки можно, воспользовавшись молотком и бруском оправы. Добившись нужного вам изгиба, отпилите излишки материала, так, чтобы получить нужные размеры.
Изготовление гибочного станка своими руками со списком материалов и инструментов
Для того чтобы самостоятельно сделать станок для гибки металлических листов, следует позаботиться о наличии:
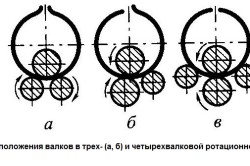
Схемы расположения валков в самодельной машине для гибки металла.
- уголка (80 мм);
- металлической балки (80 мм);
- петель;
- болтов;
- сварочного аппарата;
- струбцины;
- рукояток;
- стола.
- Первым делом изготавливается металлическая основа под самодельный станок. Для этого используют металлический профиль-двутавр.
- Далее, к верхней части балки прикручивается уголок — здесь следует применить болты. При сгибании заготовку надежно будет удерживать уголок.
- Под уголком привариваются петли (3 шт.), отлично подойдут те, что обычно крепятся к стальным дверям. Вторую часть петли следует приварить к повернутому в сторону профиля уголку.
- С помощью уголка (поворачивая его) выполняется изгиб металлического листа. Для удобного использования станка, сделанного своими руками, к уголку нужно приварить пару рукояток (800 мм).
- Для того чтобы прижать станок к столу, вам потребуются две большие струбцины. Открутив прижимной уголок, следует выполнить укладку заготовки, после чего уголок устанавливается на прежнее место.
- Снимать уголок при этом необязательно, приподняв его, вы вполне сможете уложить заготовку. Заготовка устанавливается между профилем и уголком. Далее, лист из металла выравнивается соответственно с краем уголка.
В завершение убедитесь, что все болты надежно затянуты, после чего, повернув траверсы, произведите сгиб заготовки так, чтобы в результате получился нужный вам угол.
С помощью станка, сделанного своими руками, вы сможете сгибать металлические листы, имеющие небольшую толщину.
Гибка толстых листов требует применения специальных станков, изготовленных на производстве.
самодельные приспособления для гибки металла и холодной ковки.
В данной теме хотелось бы собрать все самодельные станки или приспособления для фигурной гибки металлов (трубы, профильной трубы,полосового железа, жести итд!!)
Больше 20 лет занимаюсь металлом — по любви. Могу поделиться конструкцией электротрубогиба из подручного металлолома — двигатель 1,5 кВт через 2 редуктора — лом изгибает на раз.
hjvfyhu конечно поделитесь думаю всем будет интересно и мне в том числе У меня тоже есть трубогиб не такой уж и сложный и электричества не надо завтра сделаю фото и выложу.
Ручных тоже куча, но они годятсю до дюйма, а дальше ни веса ни силы не хватает.
hjvfyhu нее у меня не ручной а гидравлический выгибаешь трубу с помощью дамкрата
завтра фото будет
вот некоторые заводские приспособы для гибки полосы и вукручивание предварительно свареных квадратов в некое подобие цветка что ли даже не знаю как назвать
Файлы:
m3_v1_w.jpg
mb25-30_b.gif
mnmwiwzjncllldmt-mo4a-kr.jpg
m3_v9_w.jpg
Квадратную трубу для теплицы,кто нибудь гнул?
15х15 без проблем хоть по кругу — проверено. Только надо плотно огибаемую плоскость подогнать под размер материала. Гибочный ролик не критично.
Ждем фото. Пригодится в процессе сборки.
Общий вид. Вверху сменные форми не пол- и три четверти дюйма, на станке на дюйм
http://iscr.ru/1328636146/
Ручной для пол дюйма, квадратного профиля и тонкостенок, в т. ч. и цветных металлов.
http://iscr.ru/1328636412/
Для гидравлики и прутков до 12 мм.
http://iscr.ru/1328636617
Вид сверху, для многократных операций установлен концевик (справа вверху), внизу (не видно) концевик автоостанова.
http://iscr.ru/1328635735/
А как можно согнуть трубу в три четверти, чтобы получить колесо диаметром около 1м. Желательно как попроще.
Когда то крутили из труб круглые колеса на диске от ГАЗ-52, хотя диаметр немного меньше но при снятии нагрузки с трубы она пружинит и диаметр увеличивается. Качество, конечно, не идеал. Для идеального изгиба на любой диаметр необходим трехроликовый гибочный станок, желательно с приводом на все ролики. Раньше такие устройства были в СХТ. Если качество не критично, можно втроем обогнуть на колесе меньшего диаметра, огибать с запасом раза в полтора, концы обрезать.
Когда то крутили из труб круглые колеса на диске от ГАЗ-52, хотя диаметр немного меньше но при снятии нагрузки с трубы она пружинит и диаметр увеличивается. Качество, конечно, не идеал. Для идеального изгиба на любой диаметр необходим трехроликовый гибочный станок, желательно с приводом на все ролики. Раньше такие устройства были в СХТ. Если качество не критично, можно втроем обогнуть на колесе меньшего диаметра, огибать с запасом раза в полтора, концы обрезать.
Спасибо за совет. Я тоже прикидывал такой вариант, только диски взять от Т-25.
Мужики отмечусь,не много занимаюсь ковкой,поэтому интересуюсь.
Мужики отмечусь,не много занимаюсь ковкой,поэтому интересуюсь.
Чем нагреваешь металл? Есть желание сделать горн под газ (пропан или природный). Нет идей?
Пока все примитивно,нагреваю углем,горна хорошего нет-буквально все на коленке.Строю мастерскую-не успел закончить до зимы.В мастерской горн буду делать стационарный,топить скорее всего тоже углем,один товарищь видел где то,что нагревают детали током высокой частоты,я не много знаком с подобными установками,но маленькими-настольными.Если делать для нагрева деталей,то наверное получится сильно энергозатратная.Станков для гибки пока ни каких нет-гну в ручную-на наковальне,но обязательно буду делать.
Нашел инете газовый горн от природного газа с поддувом воздухом, начал мудрить. Апока пользуюсь самодельной горелкой типа пропанового резака только раза в 10 увеличенного. Конечно очень слабо, но металл до 10 мм греет сносно, меньше минуты. Ширина прогрева сантиметра 3.
Пока все примитивно,нагреваю углем,горна хорошего нет-буквально все на коленке.Строю мастерскую-не успел закончить до зимы.В мастерской горн буду делать стационарный,топить скорее всего тоже углем,один товарищь видел где то,что нагревают детали током высокой частоты,я не много знаком с подобными установками,но маленькими-настольными.Если делать для нагрева деталей,то наверное получится сильно энергозатратная.Станков для гибки пока ни каких нет-гну в ручную-на наковальне,но обязательно буду делать.
это же скоко электричества на такую установку надо!! дешевле углем будет и в помещении теплей одним выстрелом 2 зайцев как говорится!!
Понадобилось мне однажды быстро сделать длинномерный профиль из листового железа. Собрал из подручных швеллеров оправку, а в качестве пресса применил лопату бульдозера.





Оставить комментарий